
Archives: Gmedia Albums







Turbopump 3D CAD
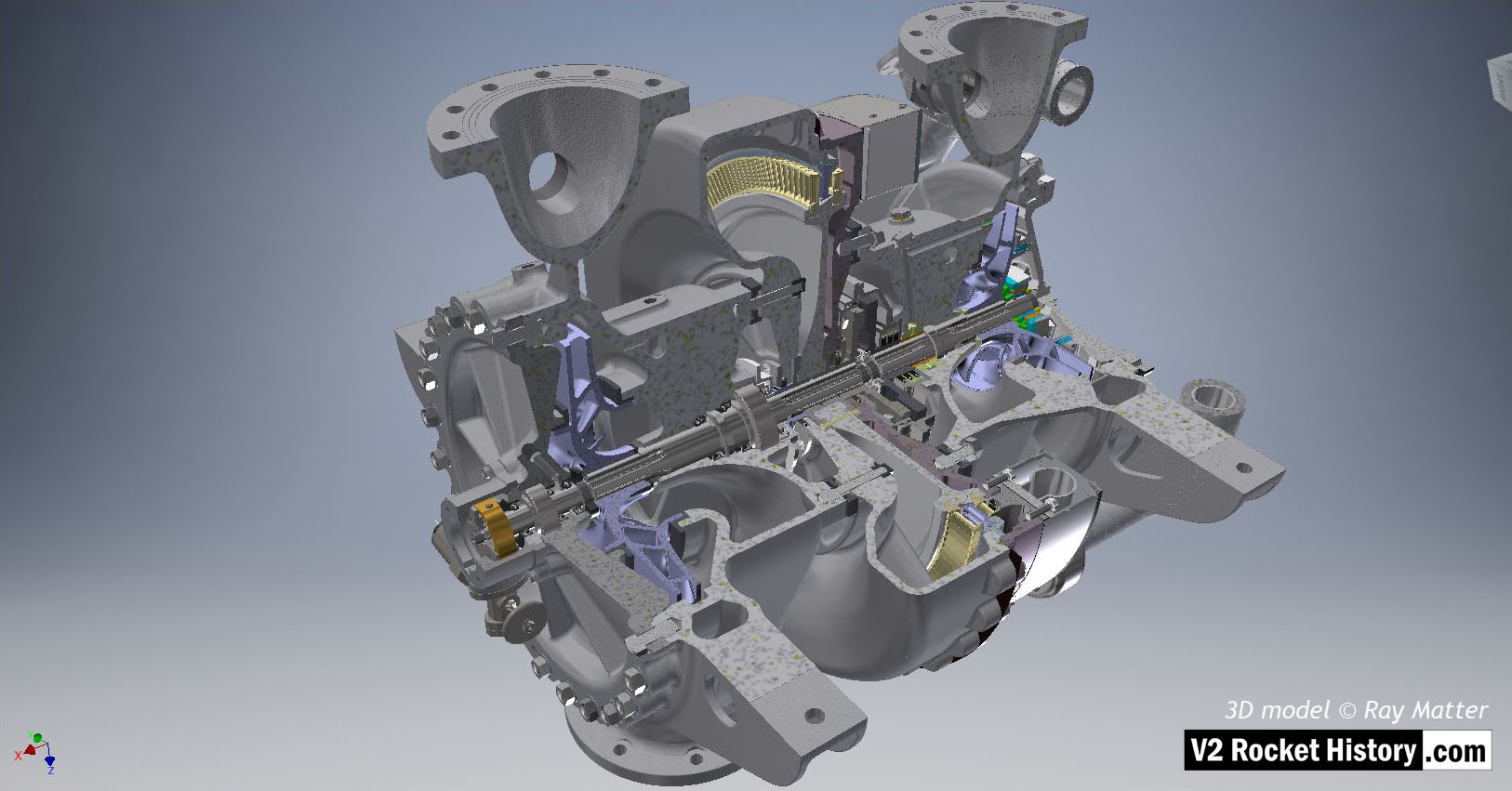
3D CAD model images of the A4/V2 rocket engine’s steam turbine powered propellent pumps – all images by Ray Matter. To see Ray Matter’s blog 3D CAD modelling the V2 rocket turbopump introducing these images, just click the link.
V2 Turbopump: Full Assembly
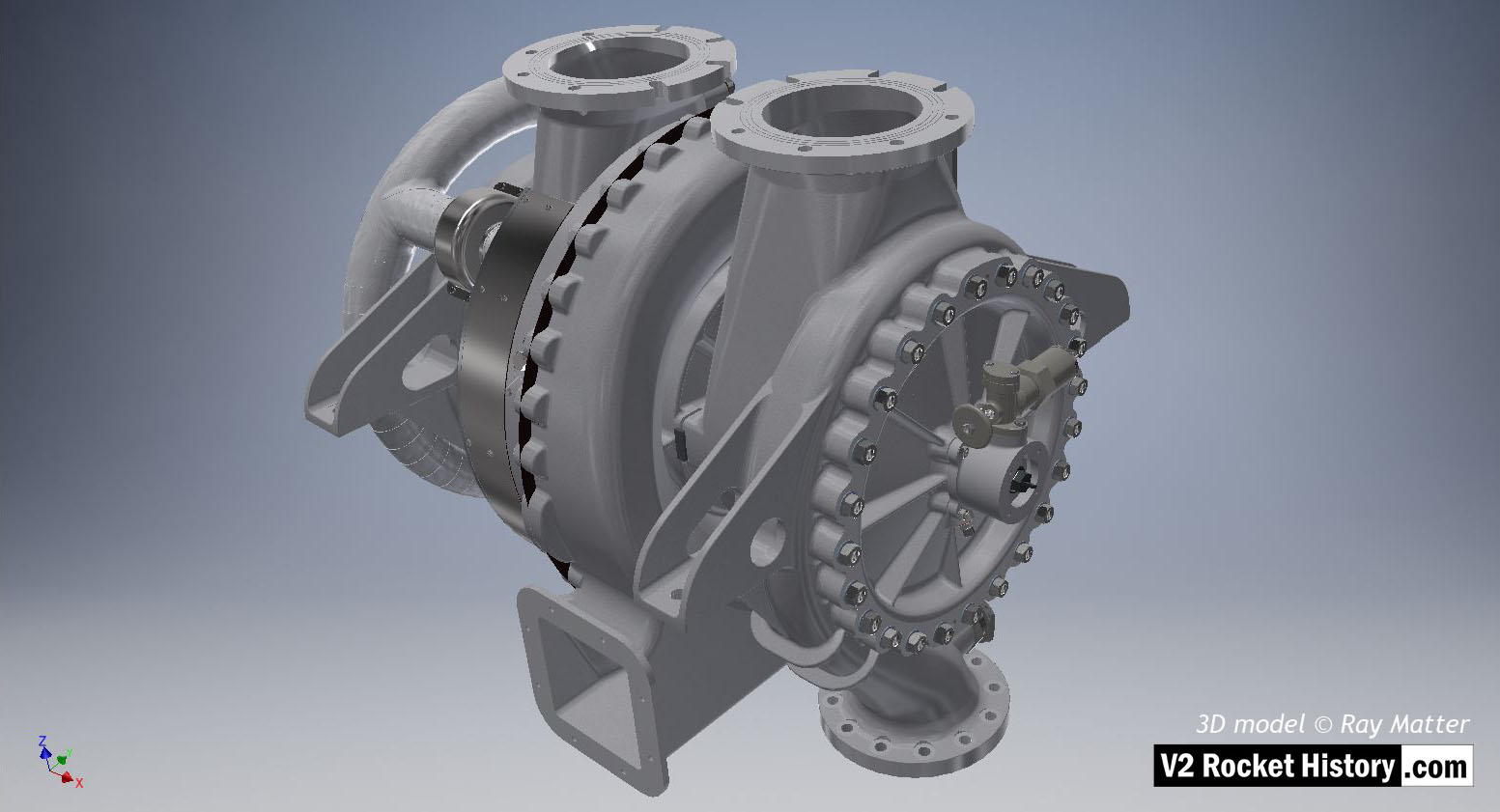
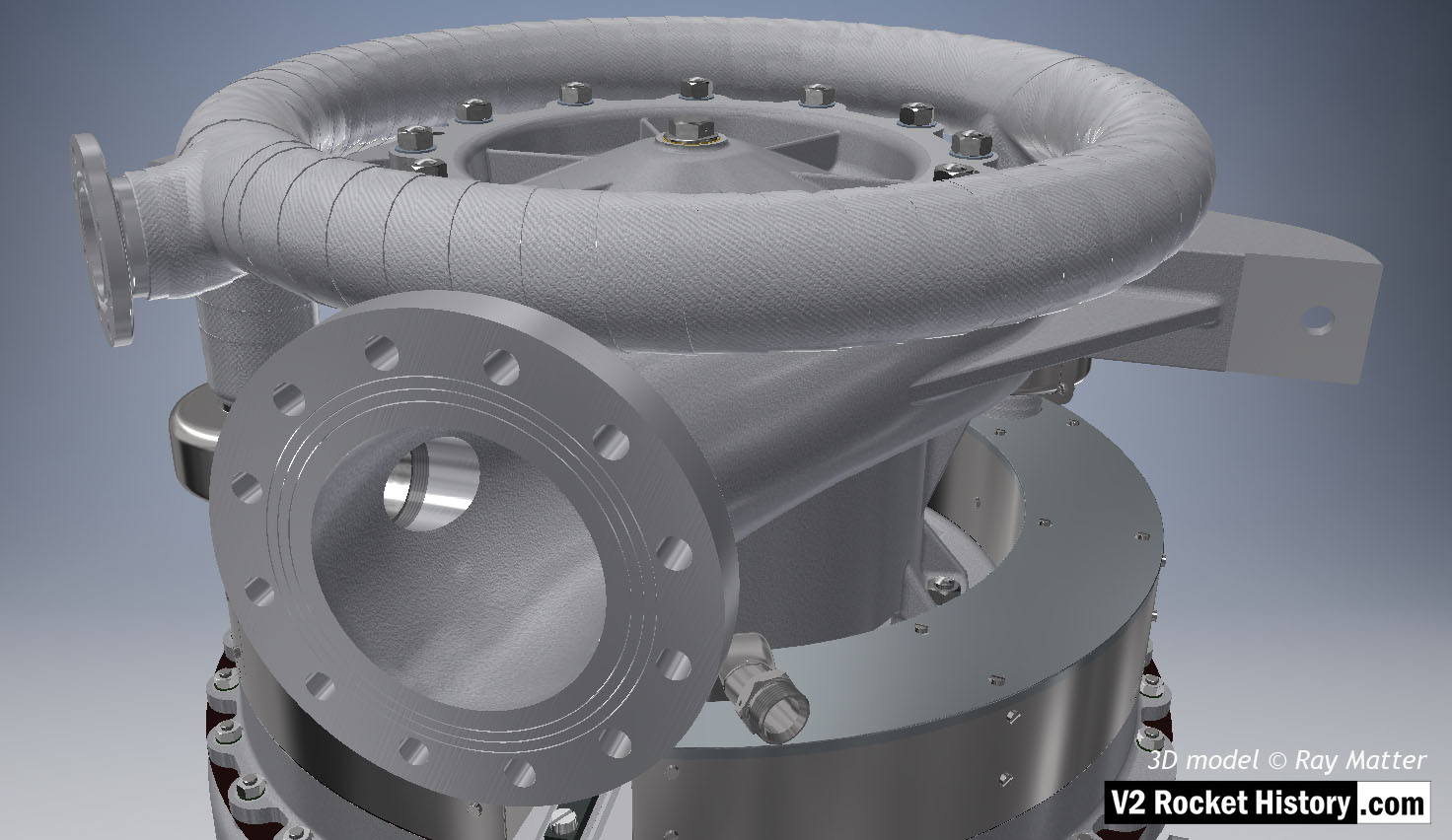
V2 Turbopump: Full Assembly
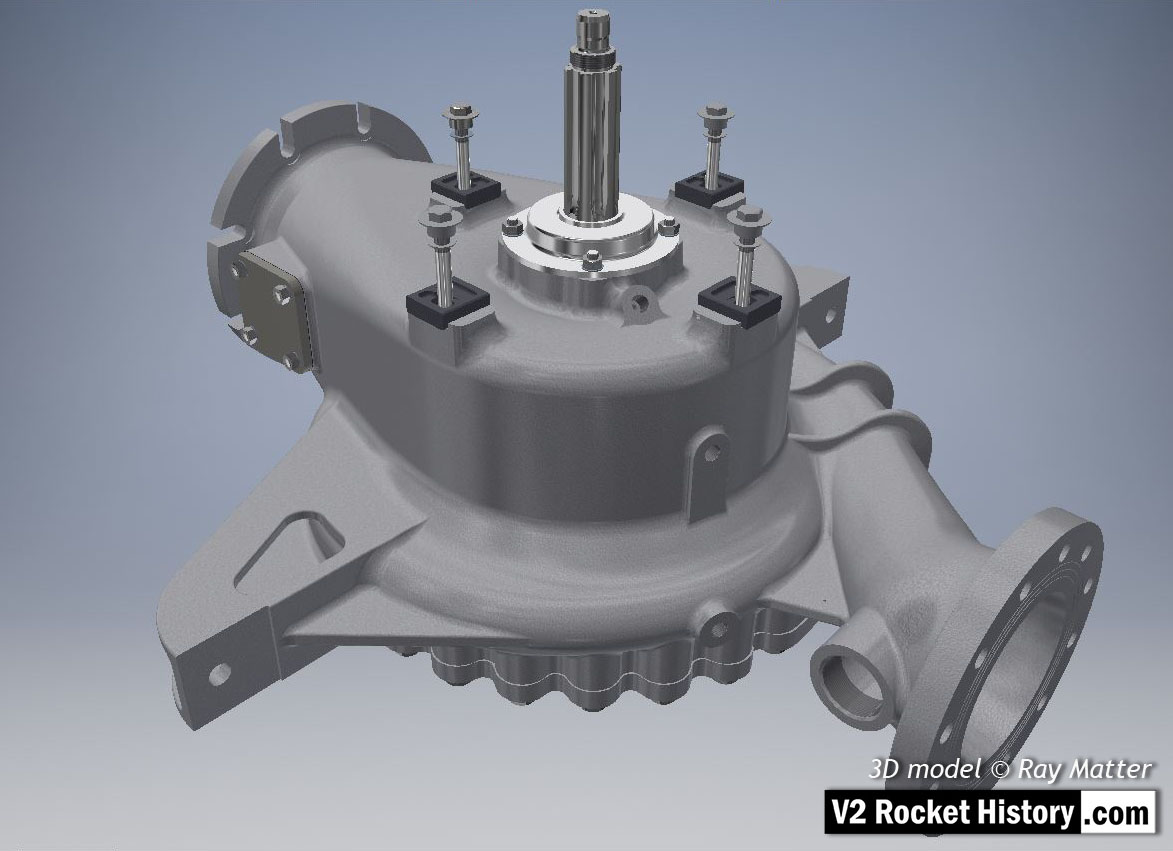
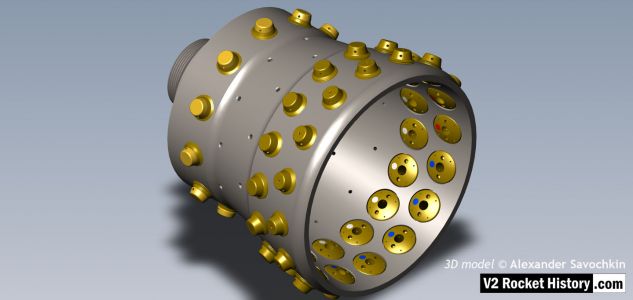
Turbine powered propellant pumps for A4/V2 rocket engine – fuel pump on right. Full perspective assembly showing tubular ring steam inlet manifold with asbestos bandage extreme left, inlet flanges at top, frame support brackets, steam exhaust outlet square shape lower center. The overspeed trip switch can be seen just above center on fuel pump face plate. The fuel outlet flange can also been seen btm right of center. 3D model by Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
02A Quarterd Assy
02A Quarterd Assy
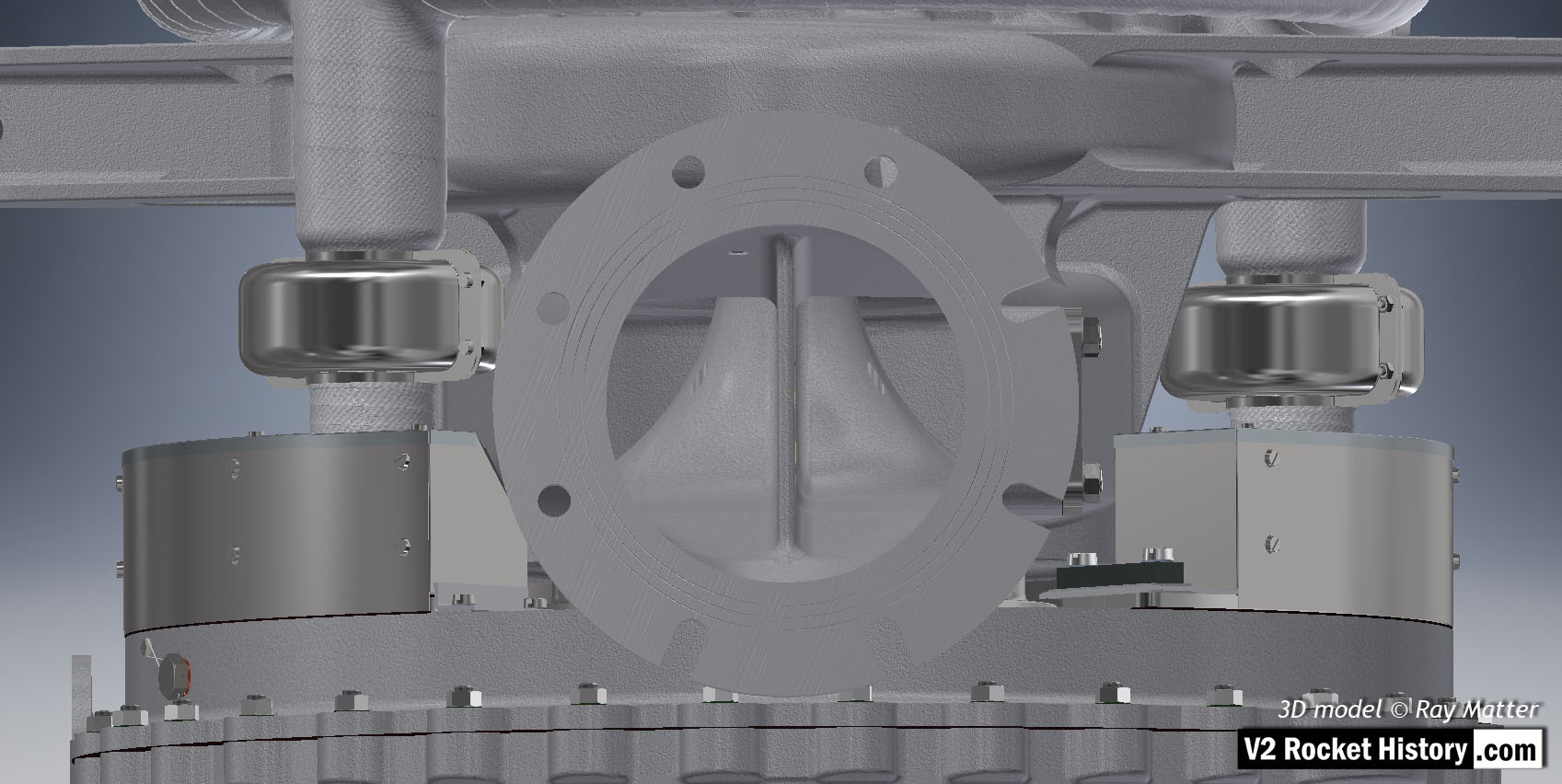
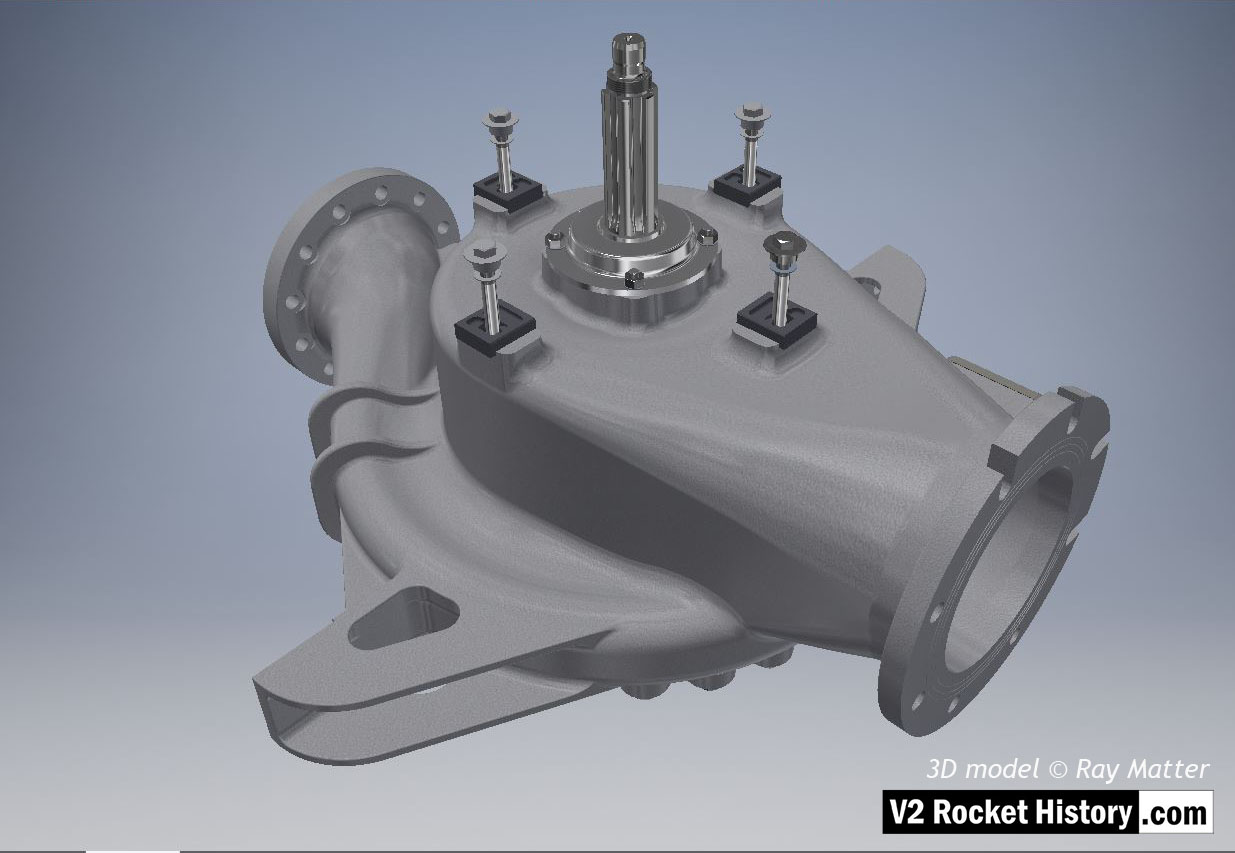
Turbine powered propellant pumps for A4/V2 rocket engine – fuel pump on right. Full assembly showing steam inlet manifold on left, inlet flanges at top, support brackets, steam exhaust outlet square shape lower center. The over-speed trip switch can be seen just above center on fuel pump face plate. The fuel outlet flange can also been seen btm right of center. 3D model by Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
Full assem. from A (LOX) Pump: 2
Full assem. from A (LOX) Pump: 2
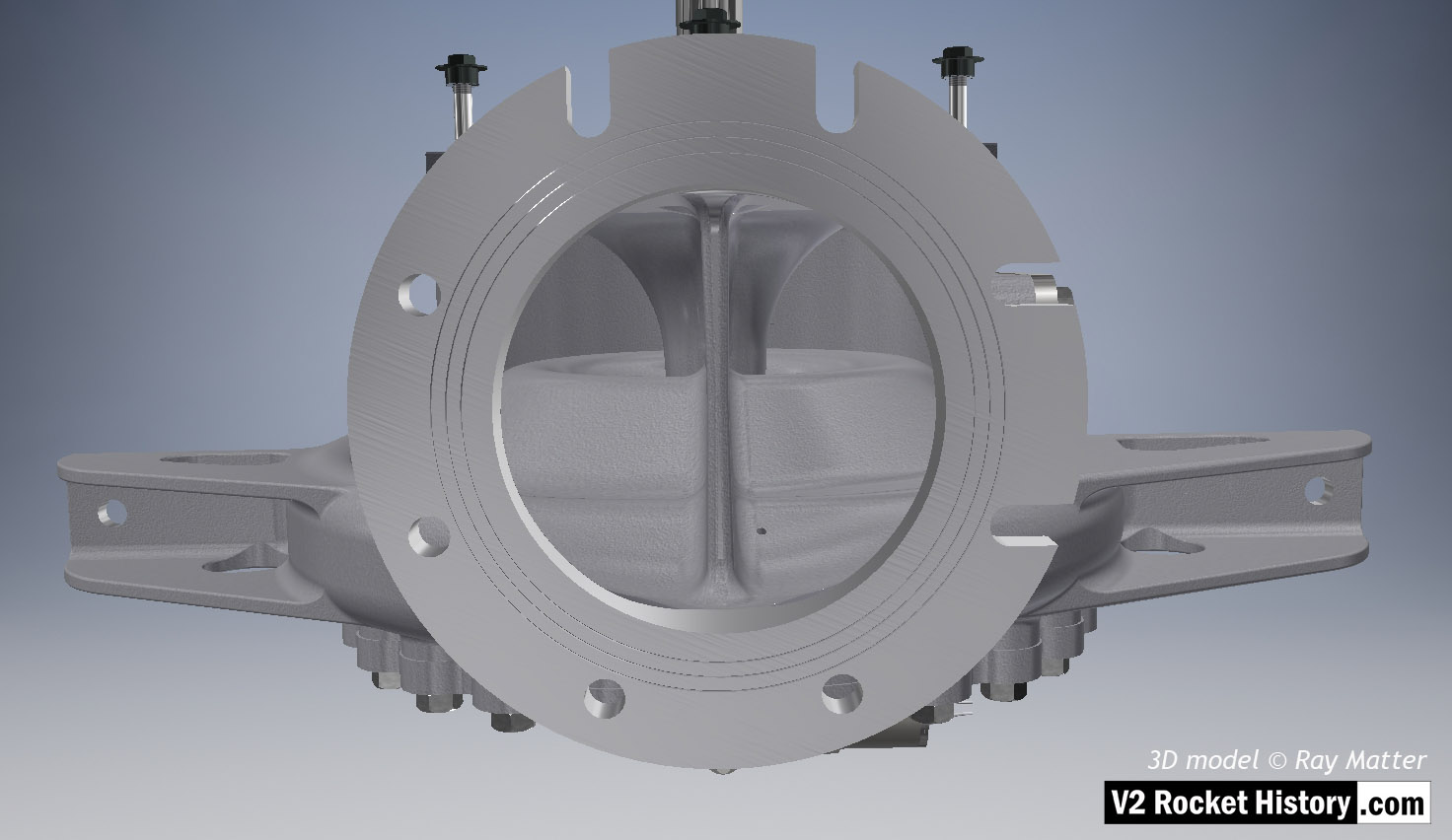
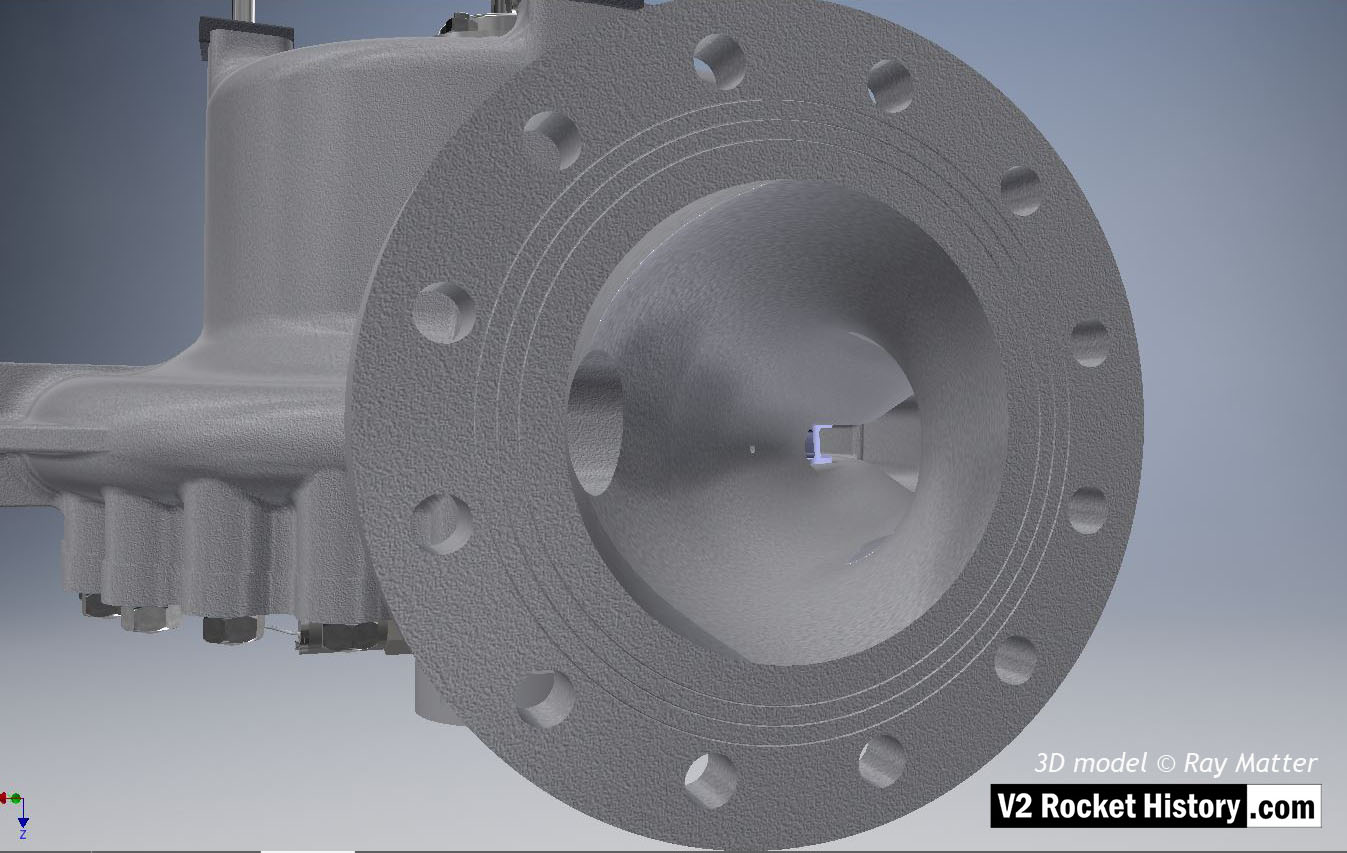
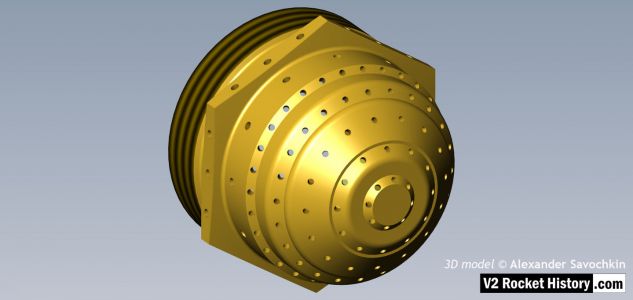
Full assembly showing, from top, steam inlet ring manifold, LOX pump and portion of steam turbine assembly. View shows outlet flange facing camera. Note the three fine rings milled into flange face. The rings were designed to improve keying for the sealing ‘putty’ that was used to seal the connection between the flange face and the inlet pipe. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
A Pump Inlet In Assy
A Pump Inlet In Assy
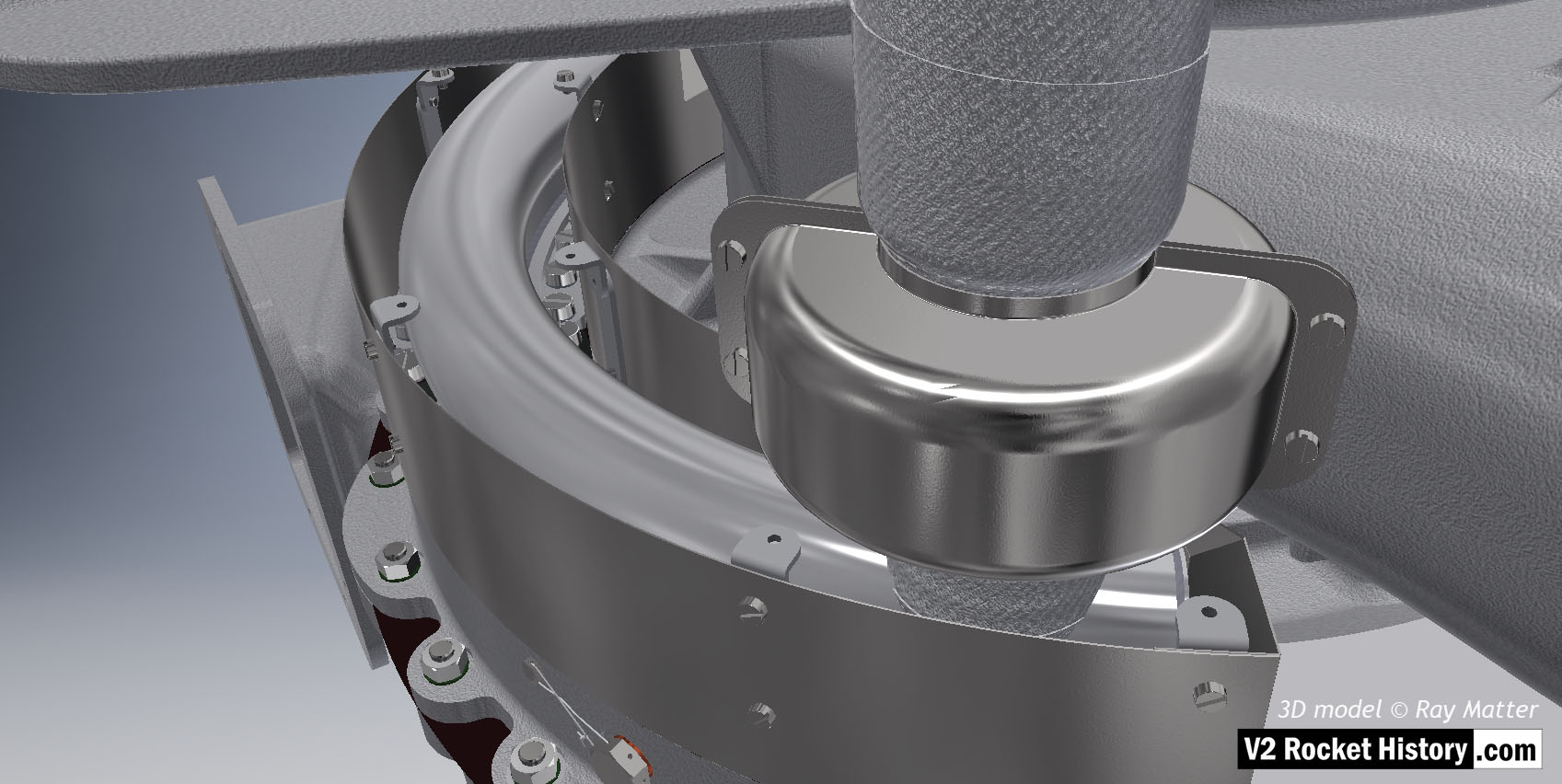
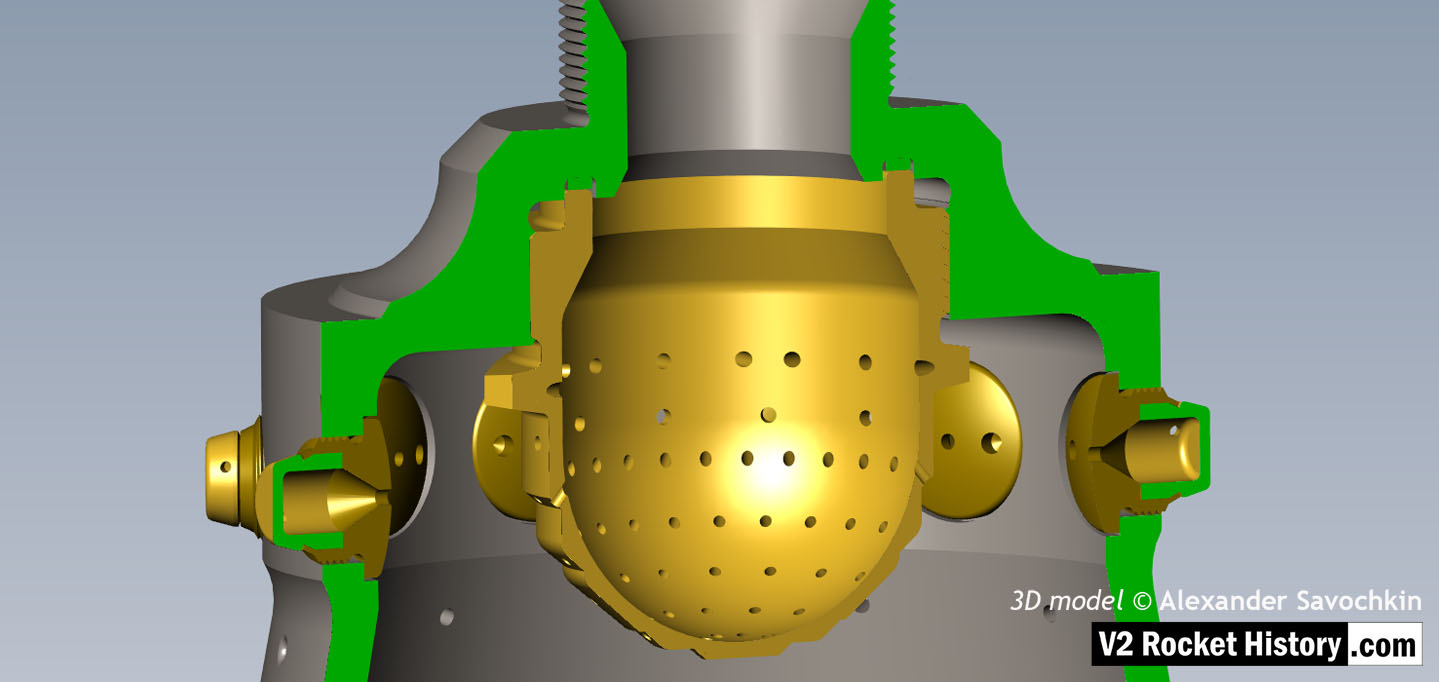
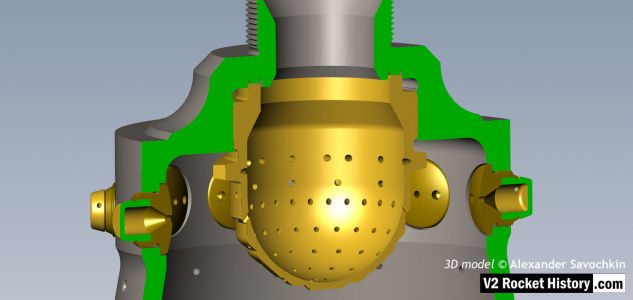
A (LOX) Pump close-up showing inlet flange, with fastener slots and holes, as well as the throat baffle. To the right and left of the flange, the steam inlets are shown – with steel cases covering the steam manifold connection flanges. Of special note in this view is the self-purge orifice seen at the top right-hand side of the inlet throat baffle. This hole allowed gas to escape from the top of the LOX volute space back to the low-pressure inlet throat and proved problematic in manufacturing and was revised in late 1944. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
6380A Bl2 Steam inlet manifold and nozzle casing
6380A Bl2 Steam inlet manifold and nozzle casing
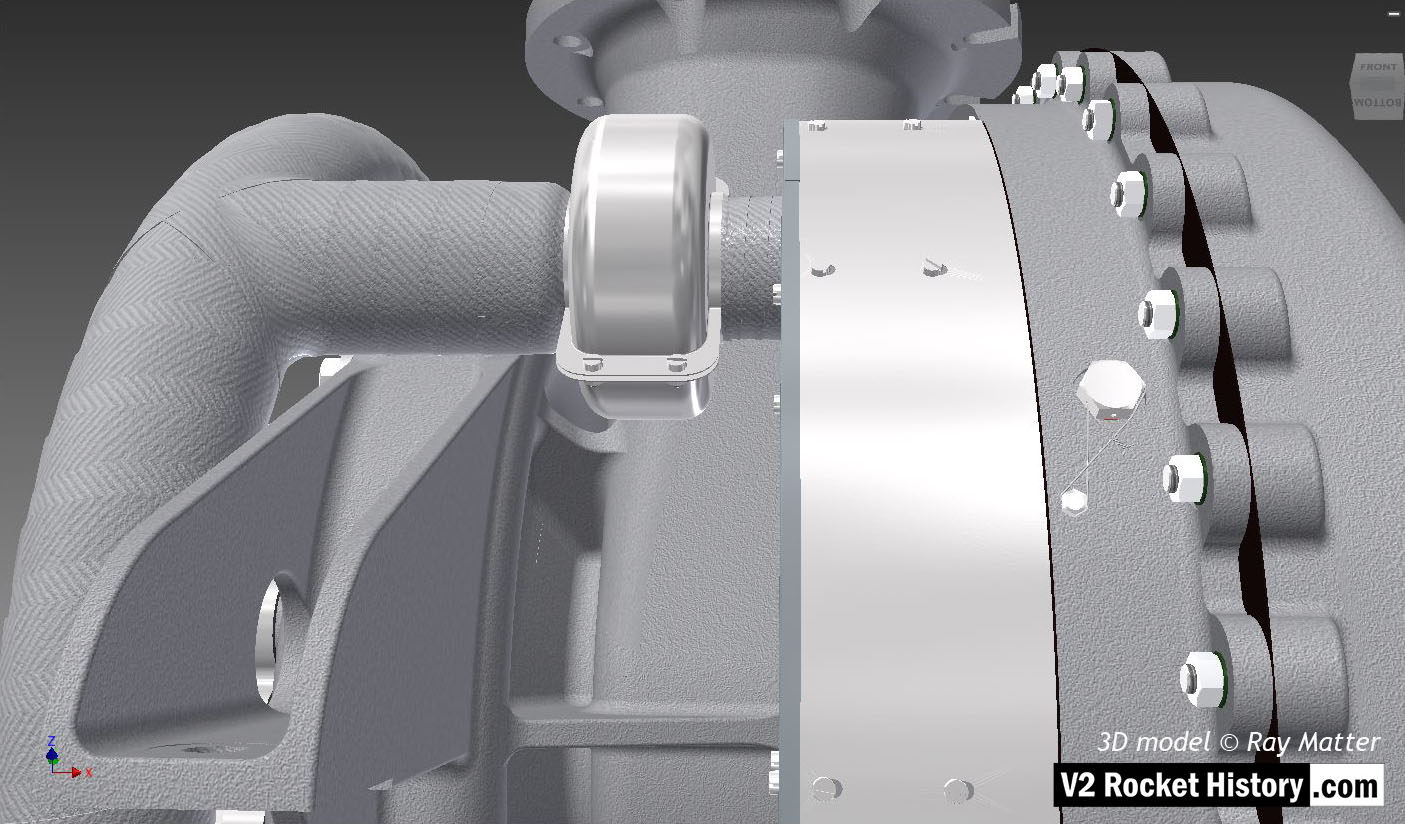
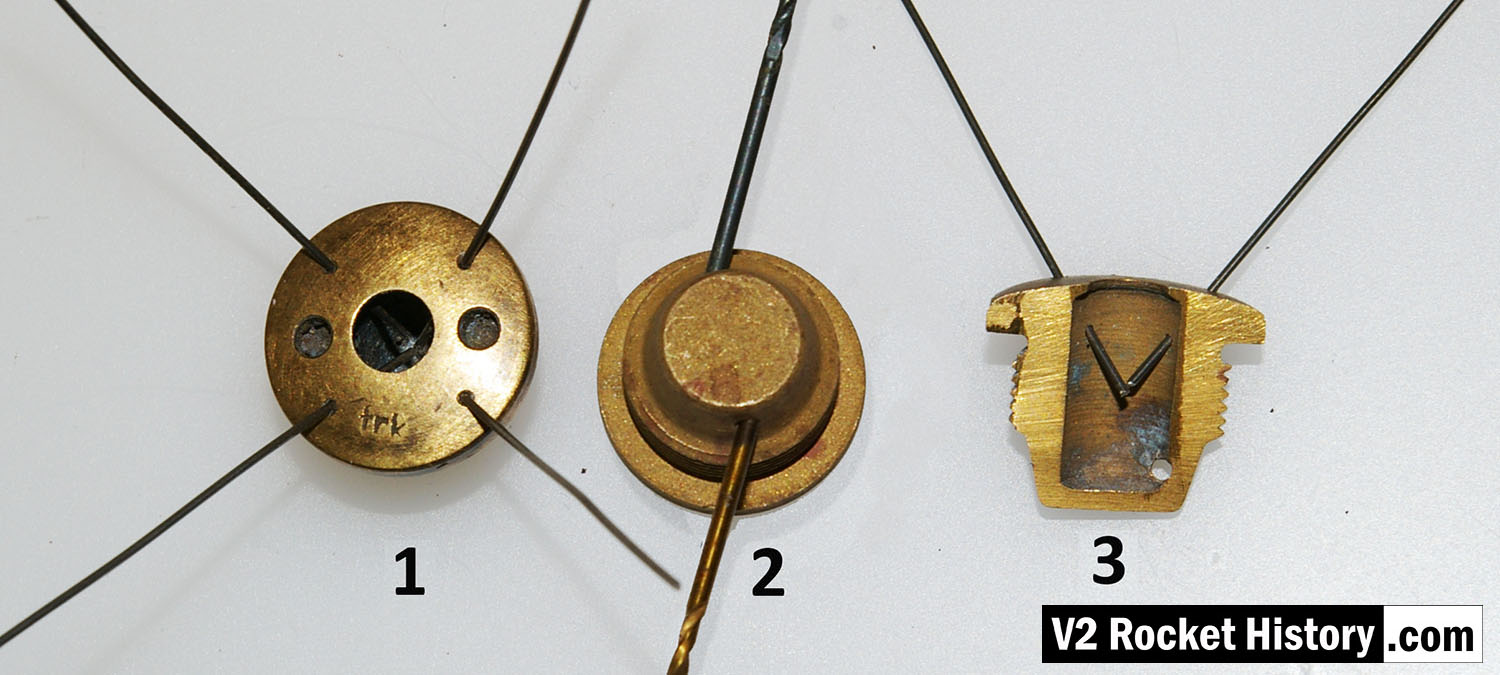
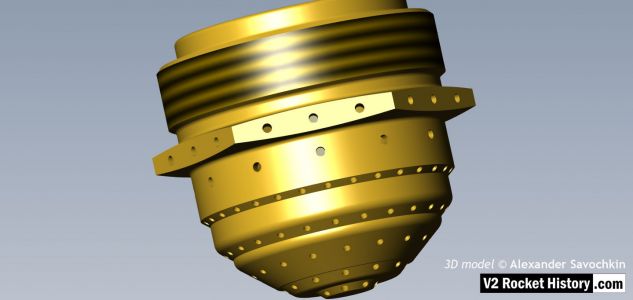
Close-up of turbine steam inlet ring manifold showing one of the entry points. The thin steel case that fits around the steam manifold mating flanges is clearly shown as is the wire restraint fastener locking system (see close-up in gallery). 3D model by Ray Matter
| Album | Turbopump 3D CAD |
V2 Turbo-pump: Fastener safety restraint
V2 Turbo-pump: Fastener safety restraint
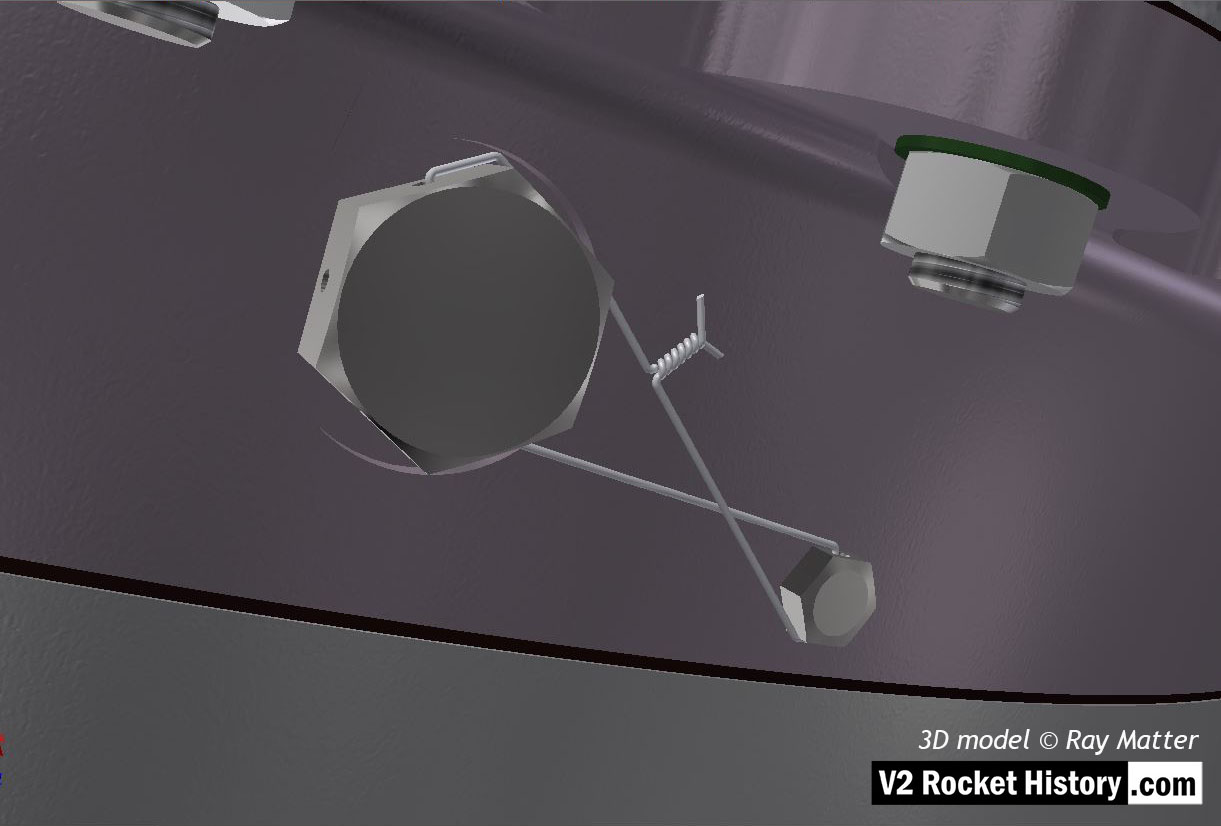
Turbine powered propellant pumps for A4/V2 rocket engine – close-up of turbine casing shows wire restraint fastener locking system. 3D model by Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
Steam manifold case: Lid Removed
Steam manifold case: Lid Removed
Close-up of turbine showing steel case with lid removed to show steam inlet ring manifold. The thin steel case that fits around the steam manifold mating flanges is clearly shown as is the wire restraint fastener locking system (see close-up in gallery). 3D model by Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
6380A Bl2 Steam Inlet manifold bandage
6380A Bl2 Steam Inlet manifold bandage
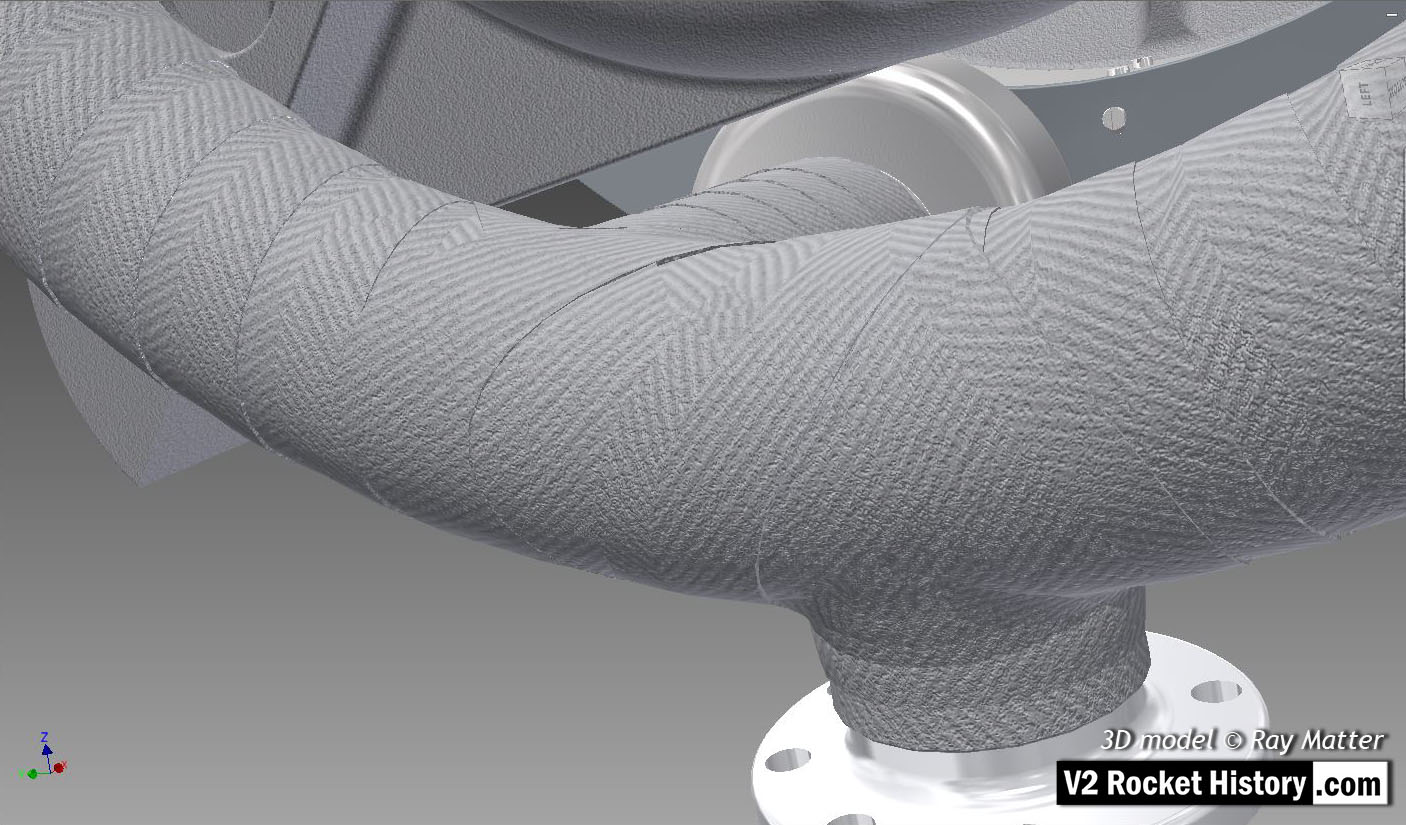
Close-up of turbine steam inlet ring manifold showing asbestos bandage wrapped around the tubular ring. Sometimes a thin wire was used to help retail the heat resistant material. This bandage is often missing from museum exhibits. 3D model by Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
B Pump Housing: 20
B Pump Housing: 20
B (fuel) Pump sub-assembly, single piece casting showing machined (milled) areas without fittings. View shows inlet flange fastener slots and the throat aperture – facing right, initially blanked off by square plate, but towards the end of 1944 used for fuel return from the main fuel valve situated in the center of the thrust chamber injection head. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
B pump casting after machining
B pump casting after machining
B (fuel) Pump sub-assembly, single piece casting showing machined (milled) areas and without fittings. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
B Pump Housing 36
B Pump Housing 36
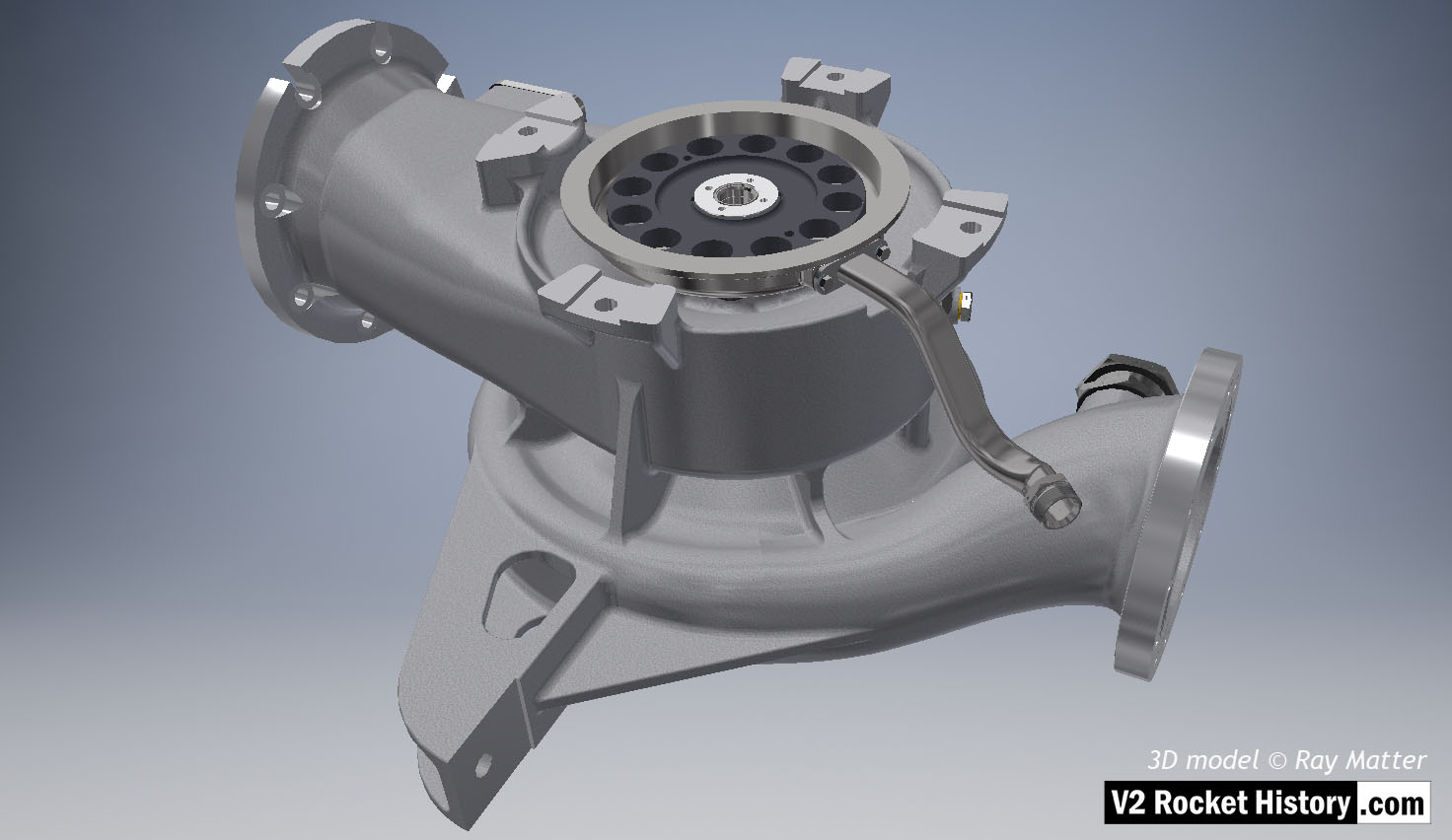
B (fuel) Pump sub-assembly shown without fittings. Single piece casting showing detail of bearing and seal cavity as well as threaded fuel bleed connection. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
09 B-Pump-Sub assembly with fittings
09 B-Pump-Sub assembly with fittings
B-Pump sub-assembly, showing earlier version square inlet throat blanking plate (later versions employed a fuel return connection point mounted on this plate).
Fastenings, turbine case contact furniture, splined turbine connection shaft, and shaft seal cap are also shown. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
07 B-Pump sub-assembly: shaft and fastners
07 B-Pump sub-assembly: shaft and fastners
B-Pump sub-assembly complete with fastenings, turbine case contact furniture, splined turbine connection shaft, and shaft seal cap. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
08 B-Pump Sub-assembly: Inlet flange
08 B-Pump Sub-assembly: Inlet flange
B-Pump Sub-assembly shown from top. View shows outlet flange facing camera – the splined drive shaft can just be seen at the top of the screen. Note the three fine rings milled into flange face.The rings were designed to improve keying for the ‘putty’ that was used to seal the connection between the flange face and the inlet pipe. Note, small self-purge orifice on the lower left of the inlet throat baffle. Unlike the upper purge hole in the LOX casing, the shallower face angle at the location of the hole in the fuel pump casing, was more accessible to drilling and was therefore not problematic. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
10 B-Pump sub-assembly:outlet flange
10 B-Pump sub-assembly:outlet flange
B-Pump sub-assembly close-up showing fuel outlet flange. Note the three fine rings milled into the flange face. The rings were designed to improve keying for the ‘putty’ that was used to seal the connection between the flange face and the flow choke. Both faces of the choke and top face of the fuel outflow connector had similar rings. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
B Pump Housing: 22
B Pump Housing: 22
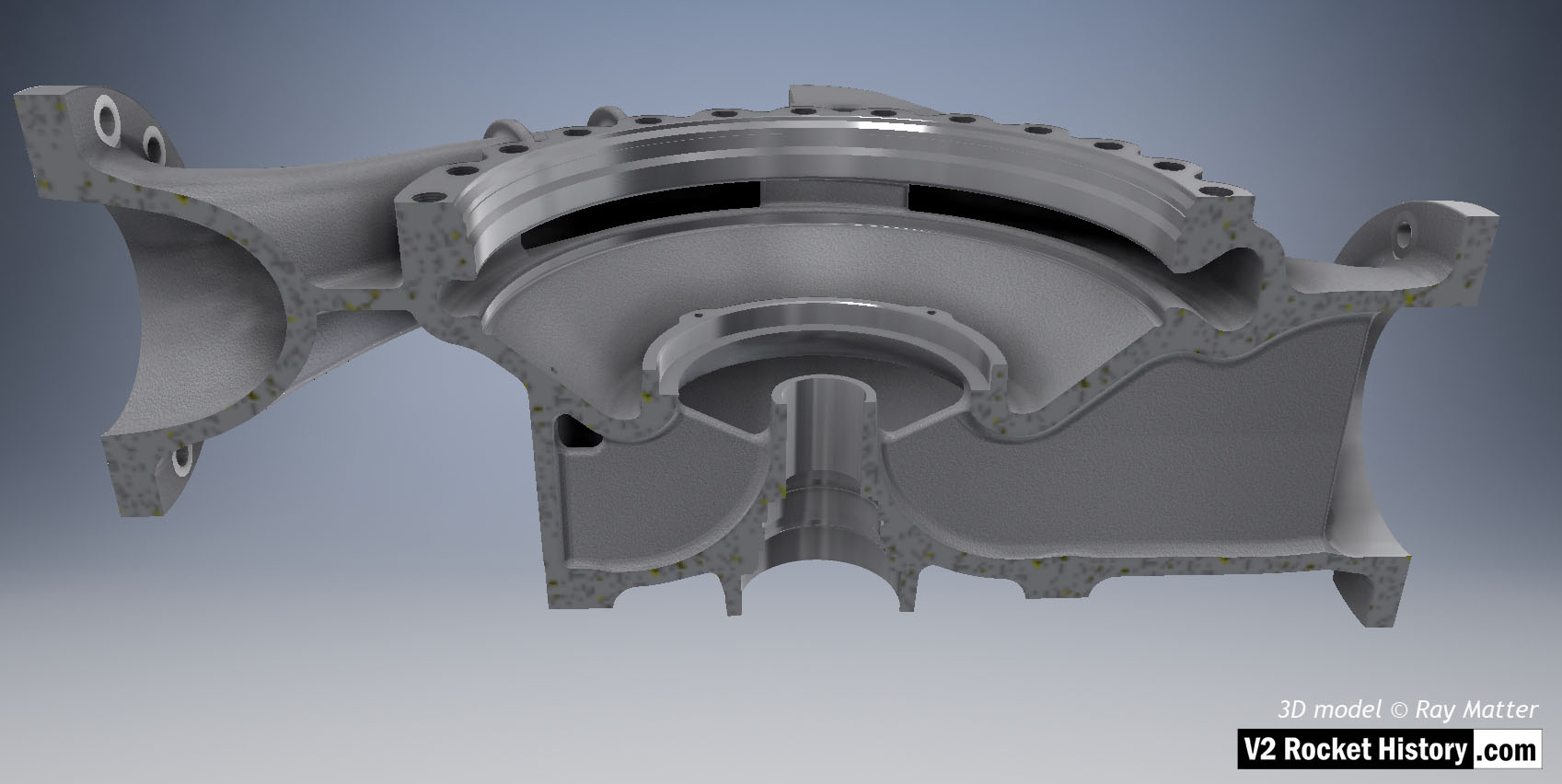
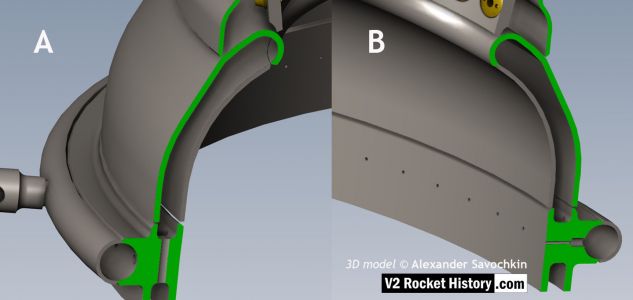
B Pump housing sectioned to show baffle and volute space area expansion as flow passes from inlet (right) to outlet (left). 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
B Pump Housing: 21
B Pump Housing: 21
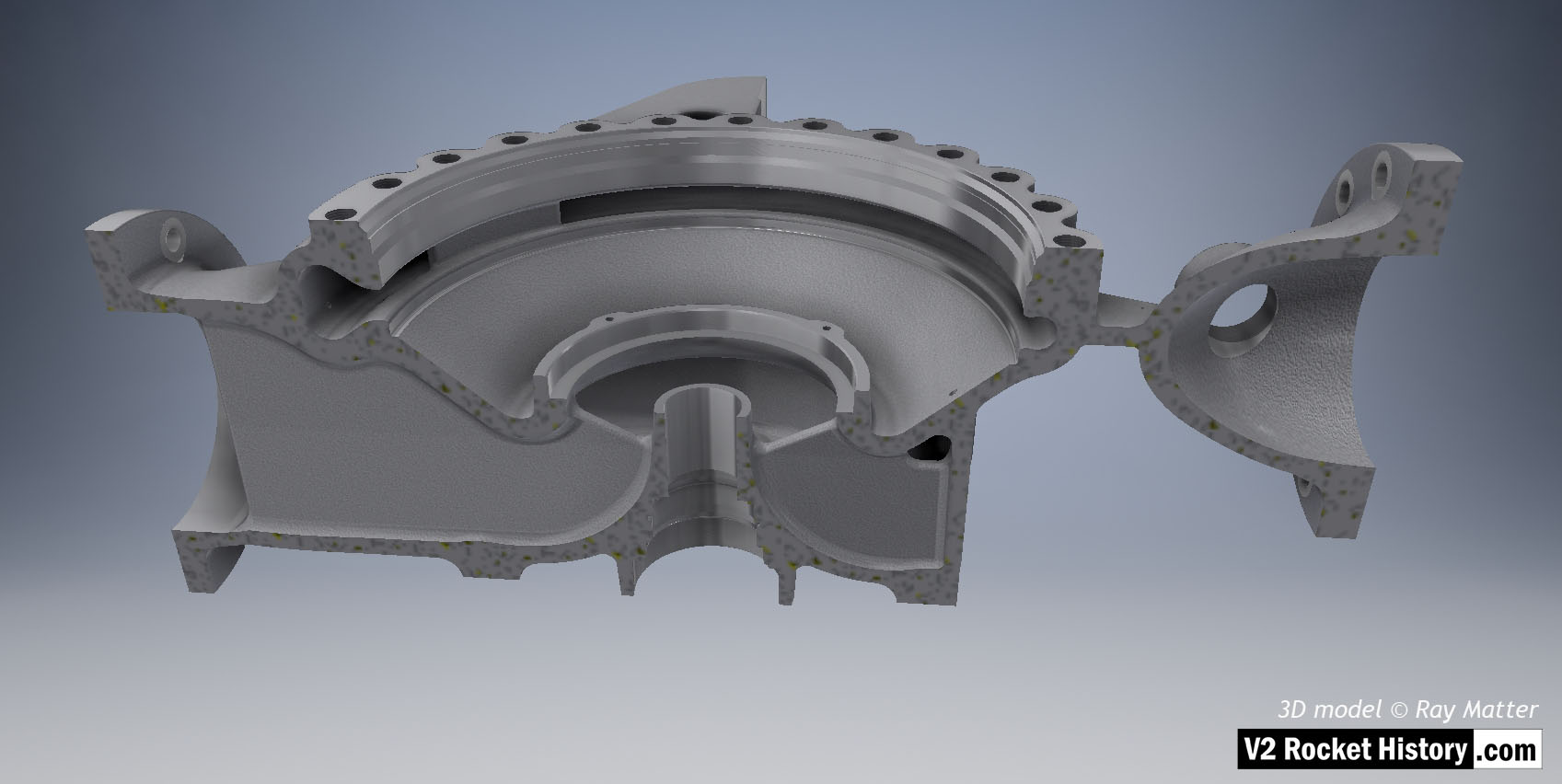
B Pump housing sectioned to show baffle with vent and volute space area expansion as flow passes from inlet (left) to outlet (right). 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
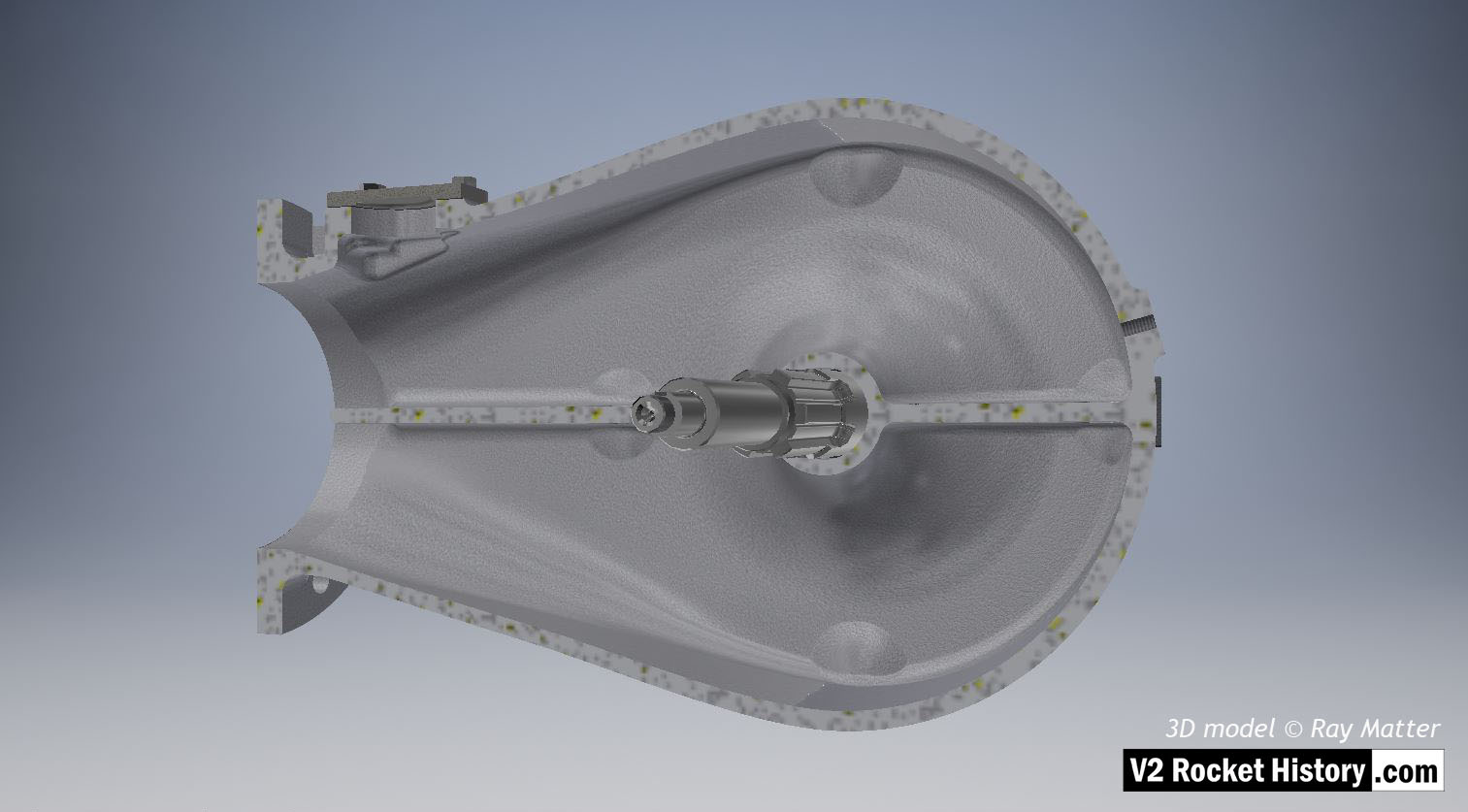
B Pump Housing 33
B Pump Housing 33
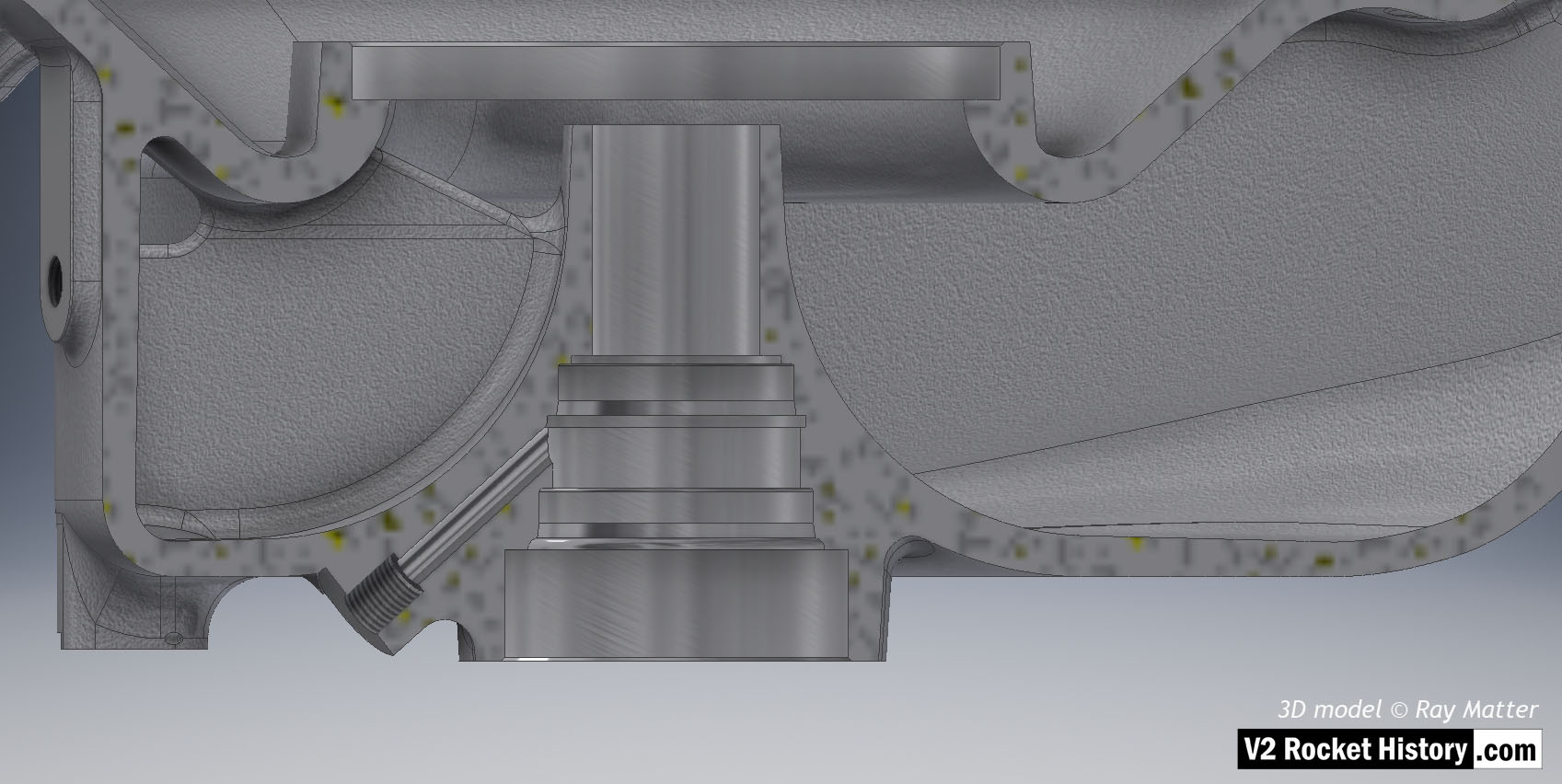
B pump housing showing sectioned area for shaft and bearing cavities with fuel pathway to left. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
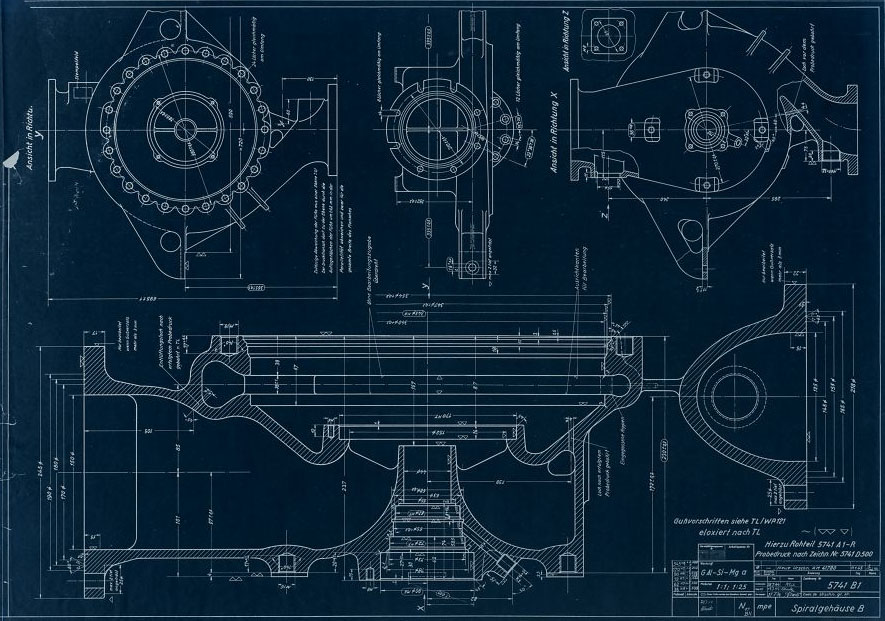
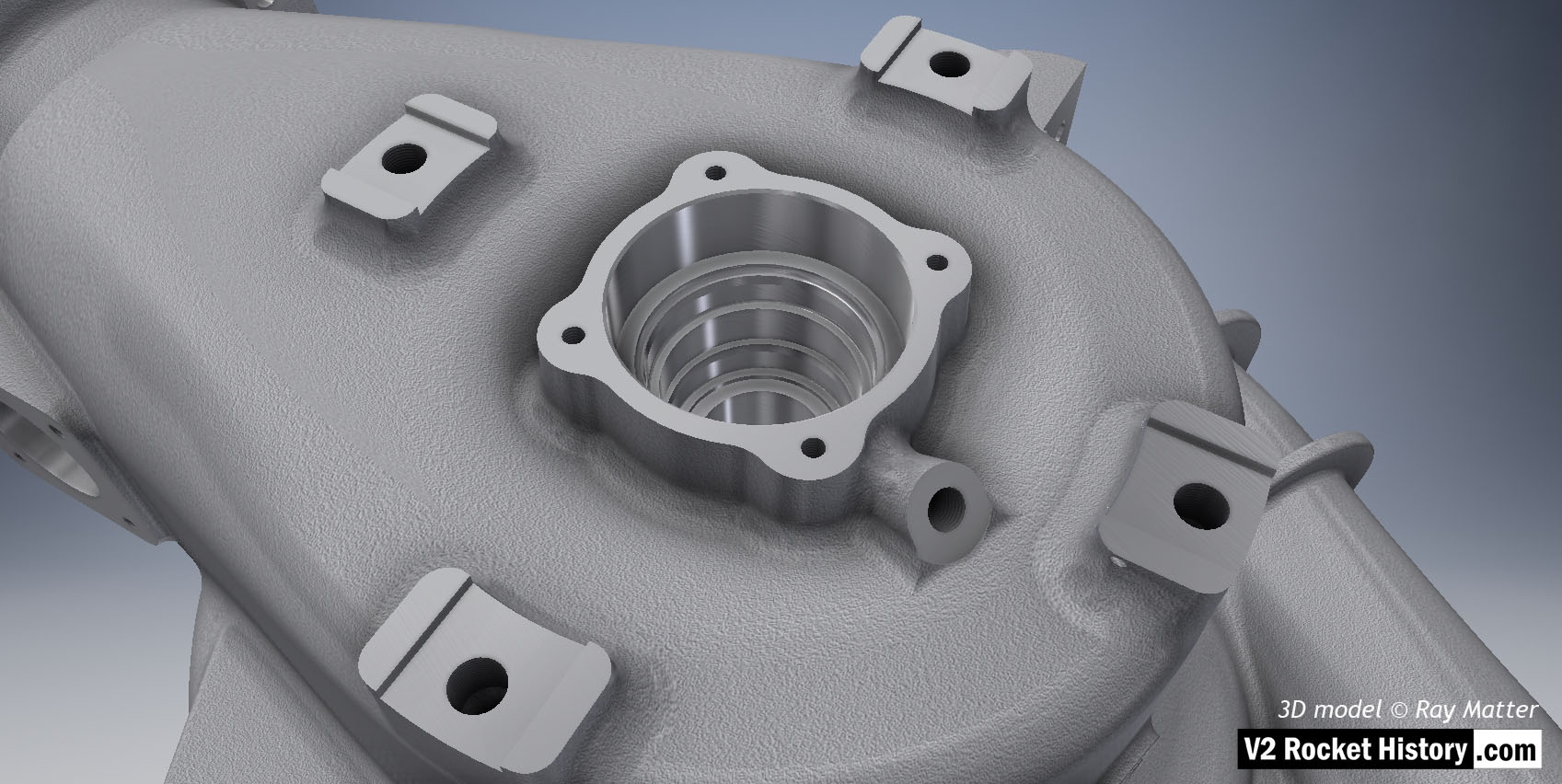
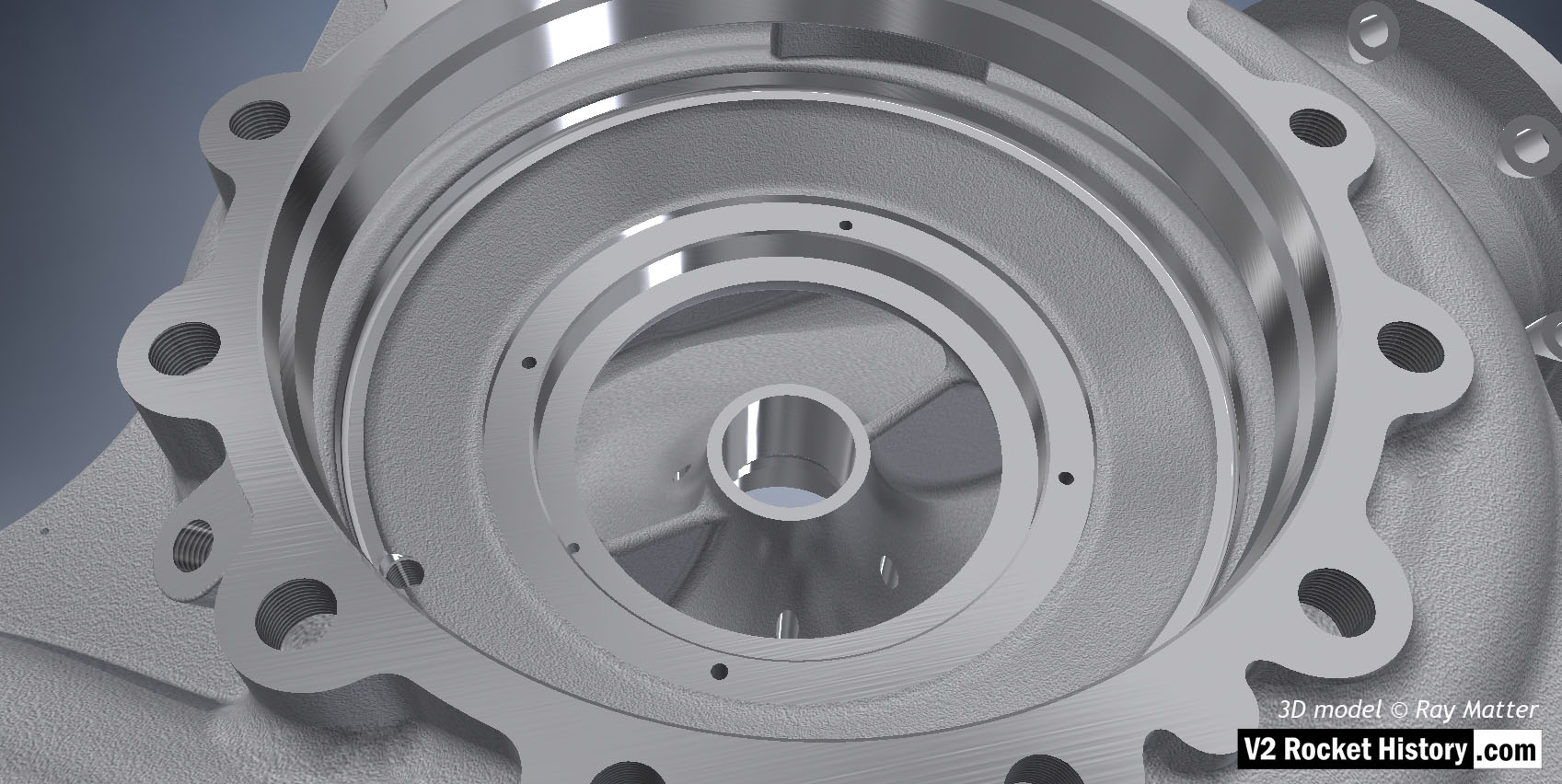
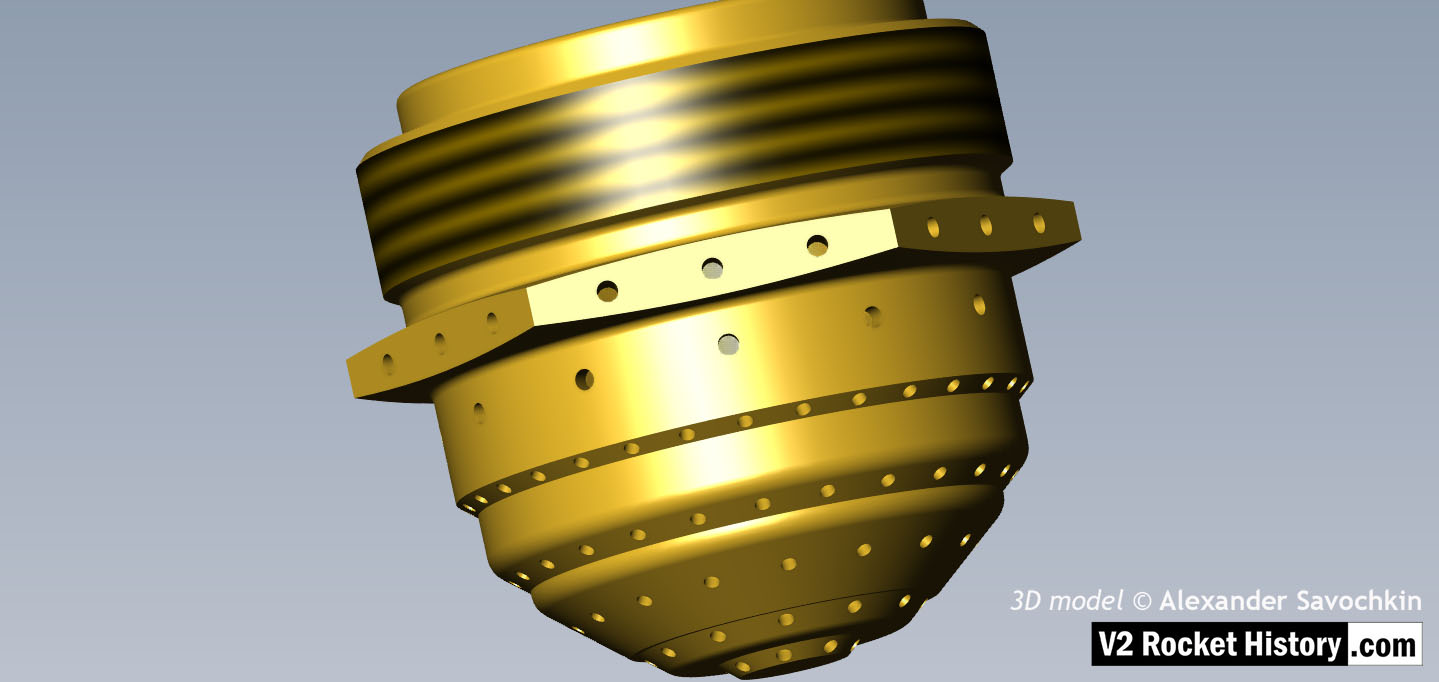
V2 Turbo-pump: B Pump housing
V2 Turbo-pump: B Pump housing
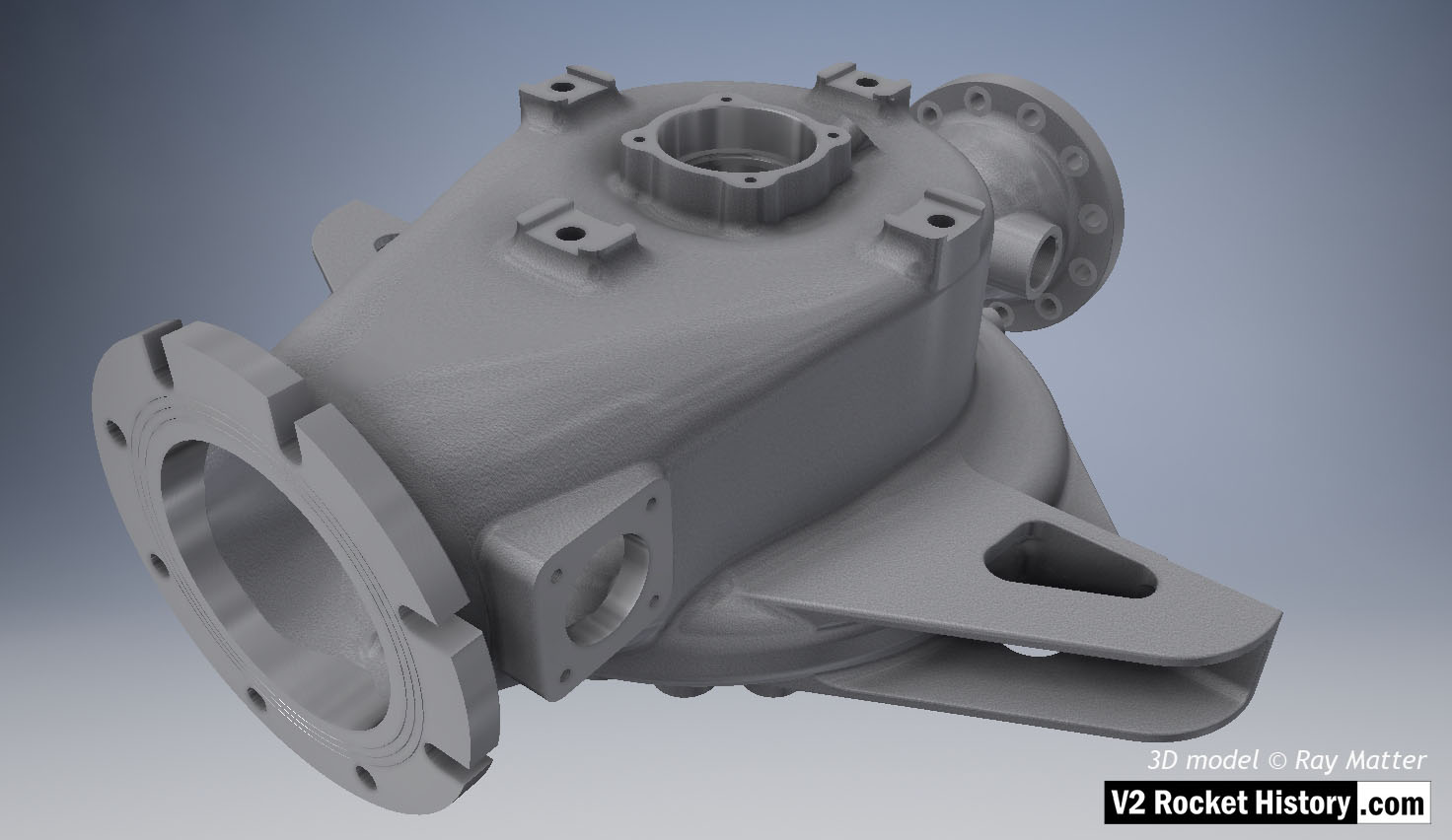
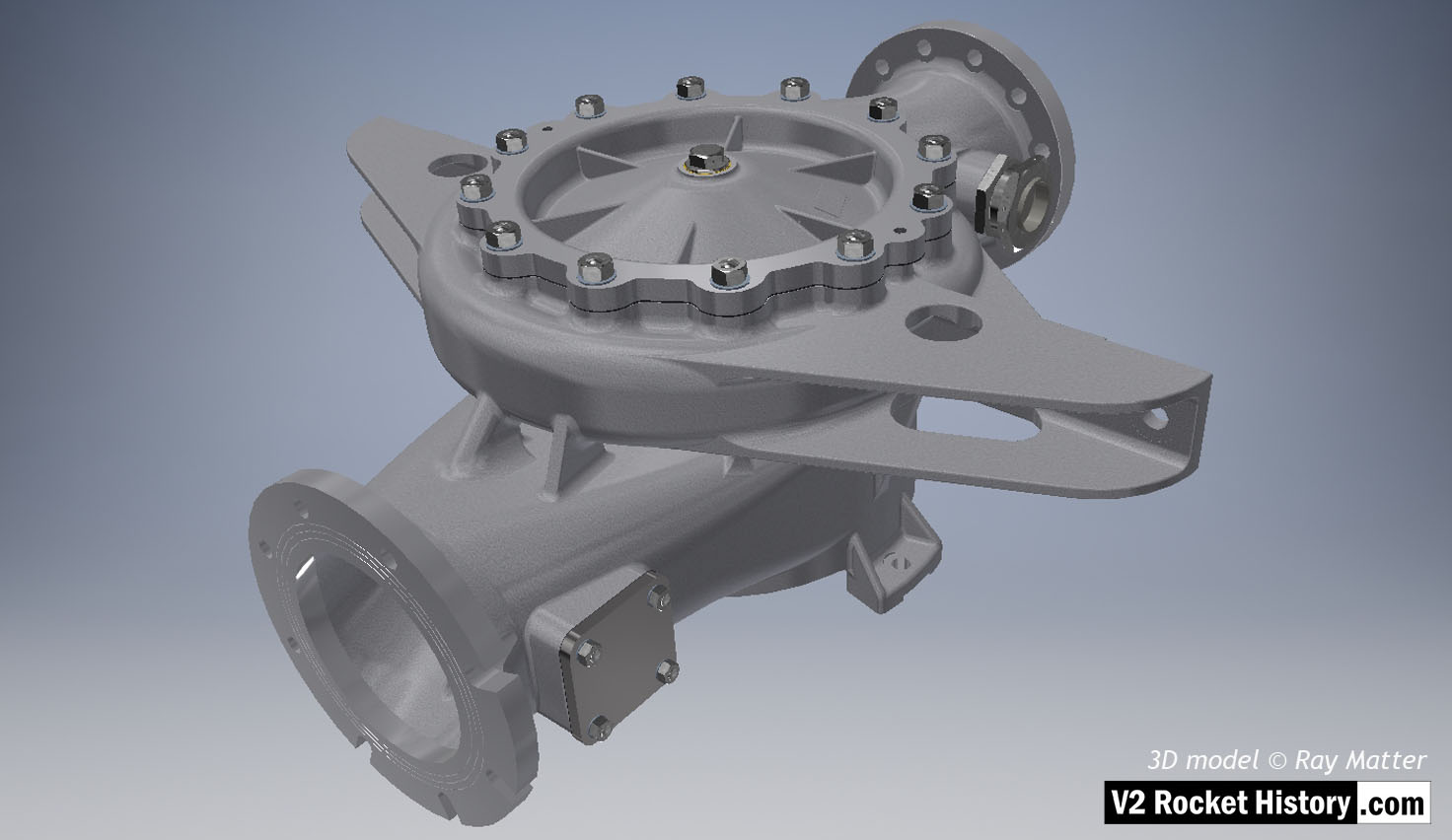
‘B’ fuel pump housing for V2 rocket engine turbopump showing cast and machined surfaces – some machined areas with obvious specular reflections. Of note are the rarely seen machined contact points on the integral support brackets and the larger areas in two locations in the ring of double ended bolt fixing holes seen at 12 and 6 o’clock. These areas allowed two ‘push’ screws to be threaded into corresponding locations in the face plate. These could then be screwed down to provide a pushing force to remove the face plate from the main housing seat. This retraction system was required owing to the very tight fit of the face plate due to the narrow ‘piston fit’ tolerances and the vacuum effect of a soft gasket that was employed between the faces. 3D model by Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
B Pump Housing 35
B Pump Housing 35
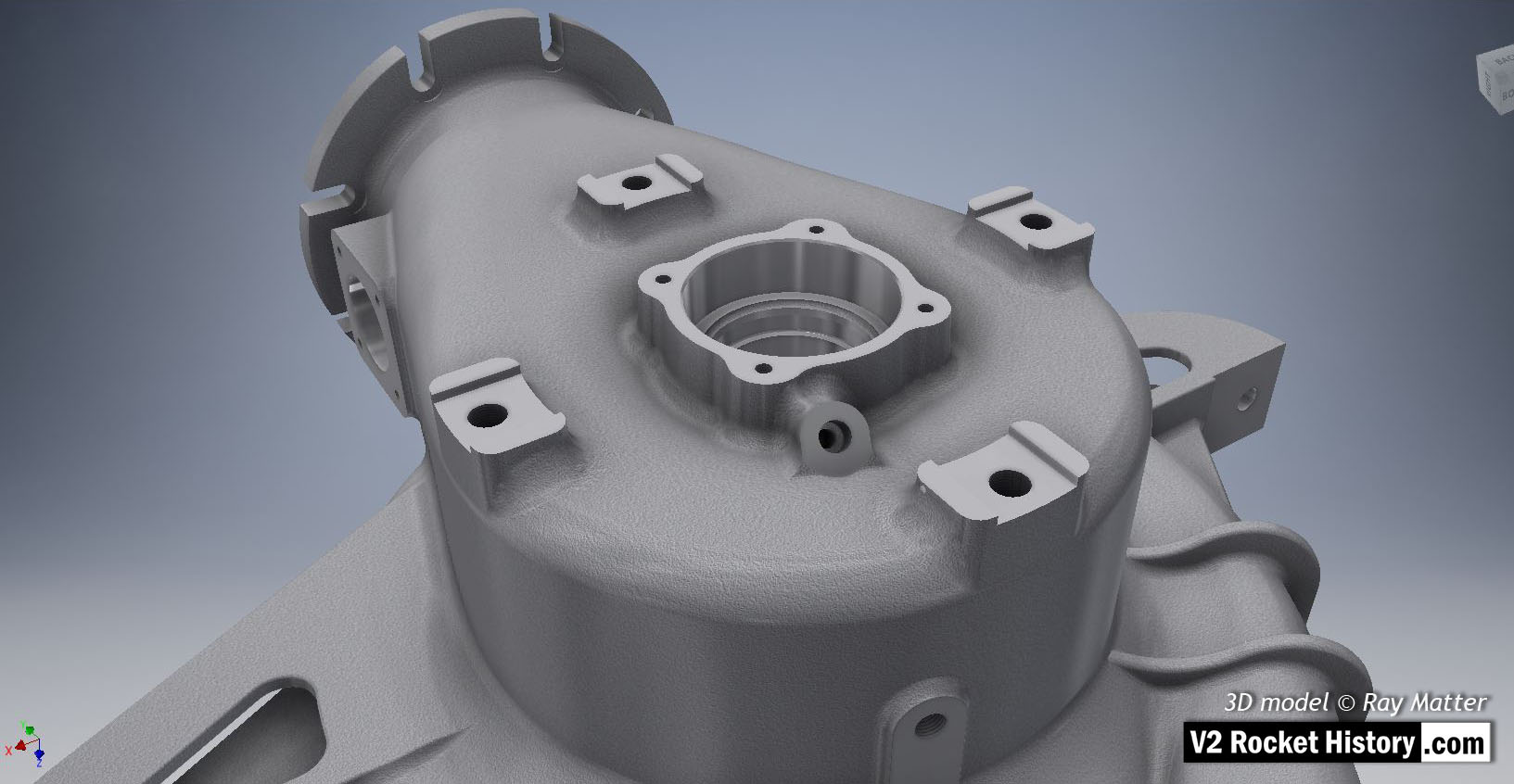
Close-up of ‘B’ fuel pump housing displaying cast and machined surfaces. Fuel inlet aperture shown with small purge orifice shown at 2 o’clock. 3D model by Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
B Pump Housing: 34
B Pump Housing: 34
B Pump Housing, sectioned to show close-up of fuel bleed aperture and baffle vent for fuel pressure equalization between cavities inside the B pump casing. 3D model by Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
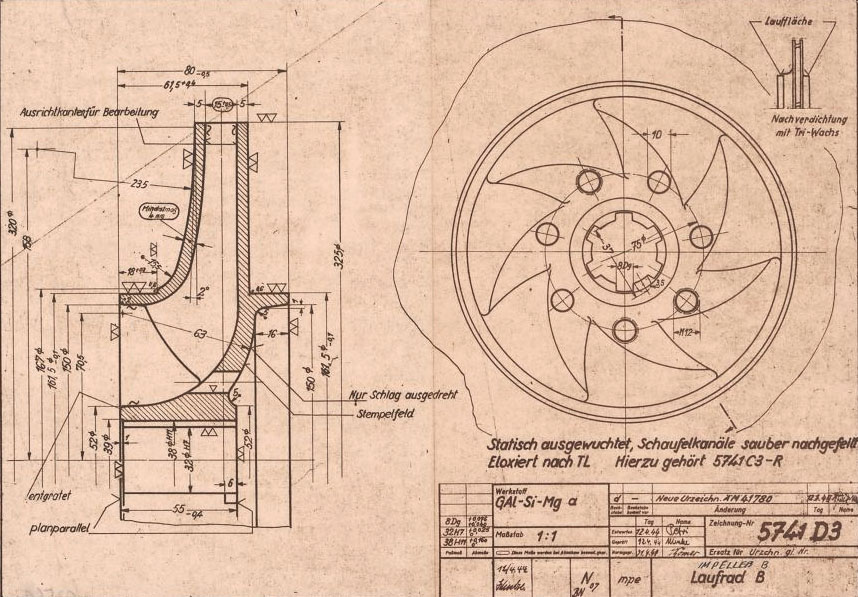
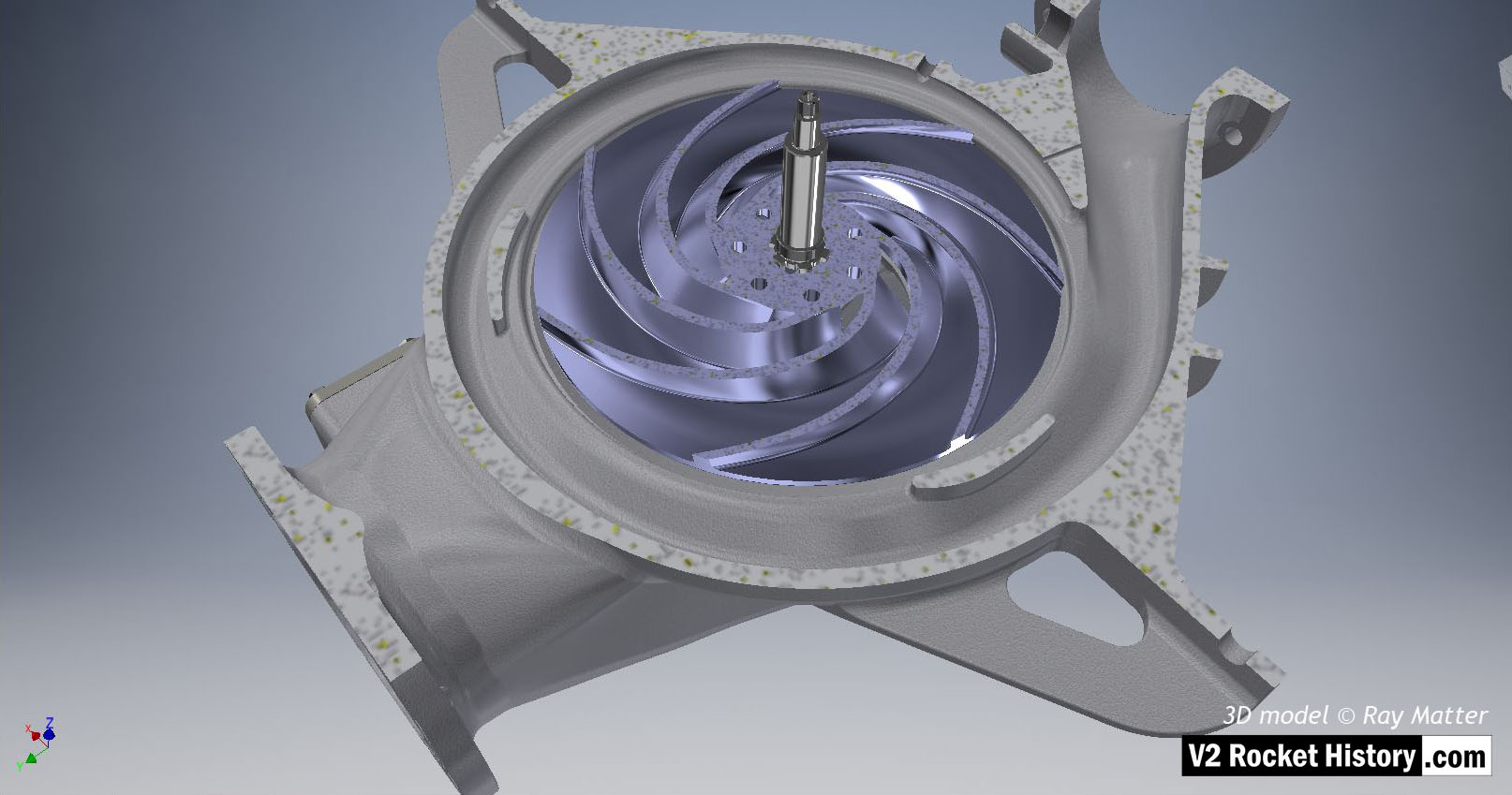
14 B-Pump sub-assembly elevation: impeller
14 B-Pump sub-assembly elevation: impeller
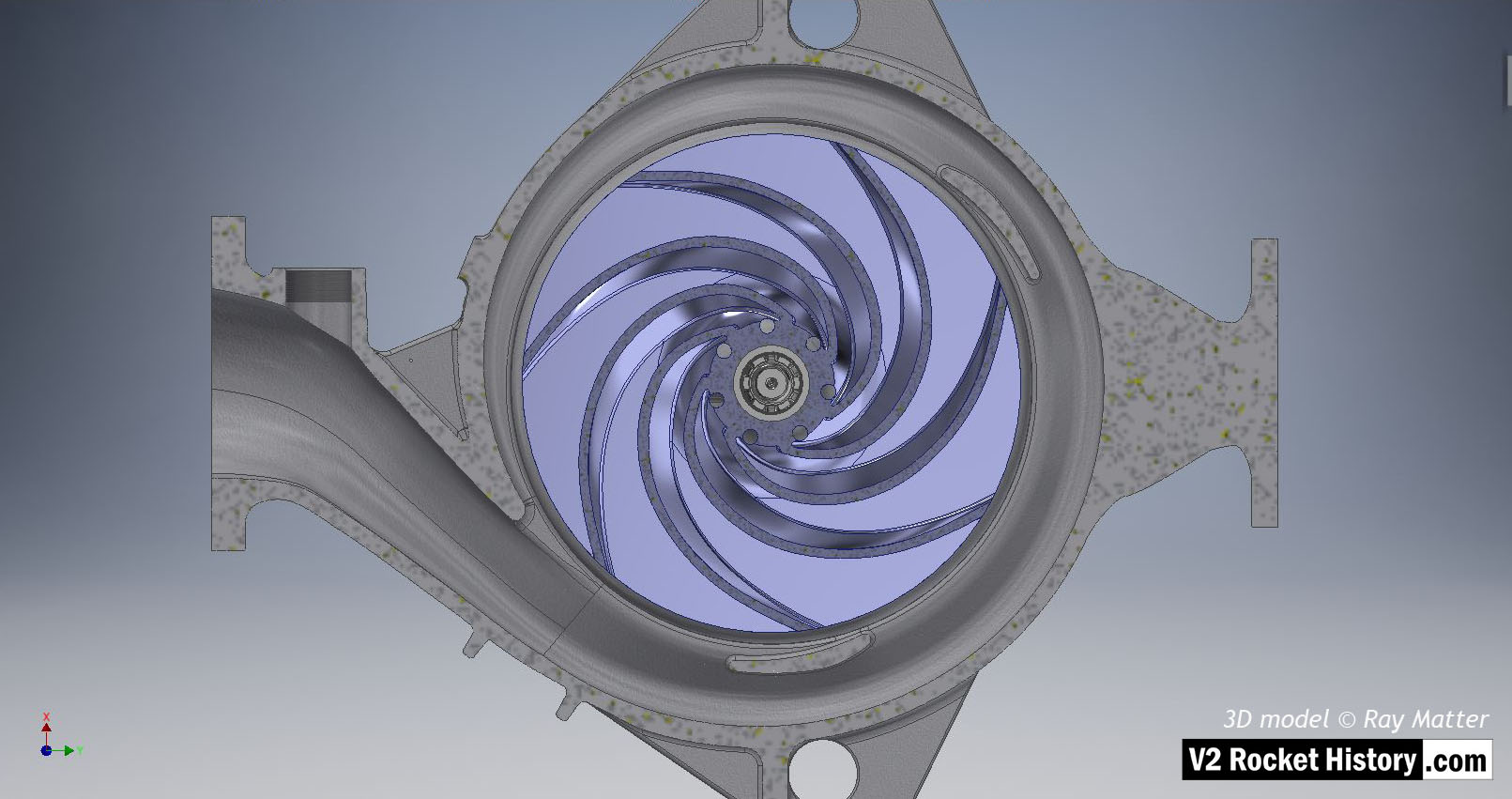
B (fuel) pump sub-assembly elevation view showing sectioned casing to reveal centrifugal pump impeller (in light purple for visibility). Outlet to left. The centrifugal pump impeller has been sectioned to remove one impeller face and reveal the curved vanes. The hub pass holes and end view of splined shaft are also shown. The spiral volute shape is very clear in this image. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
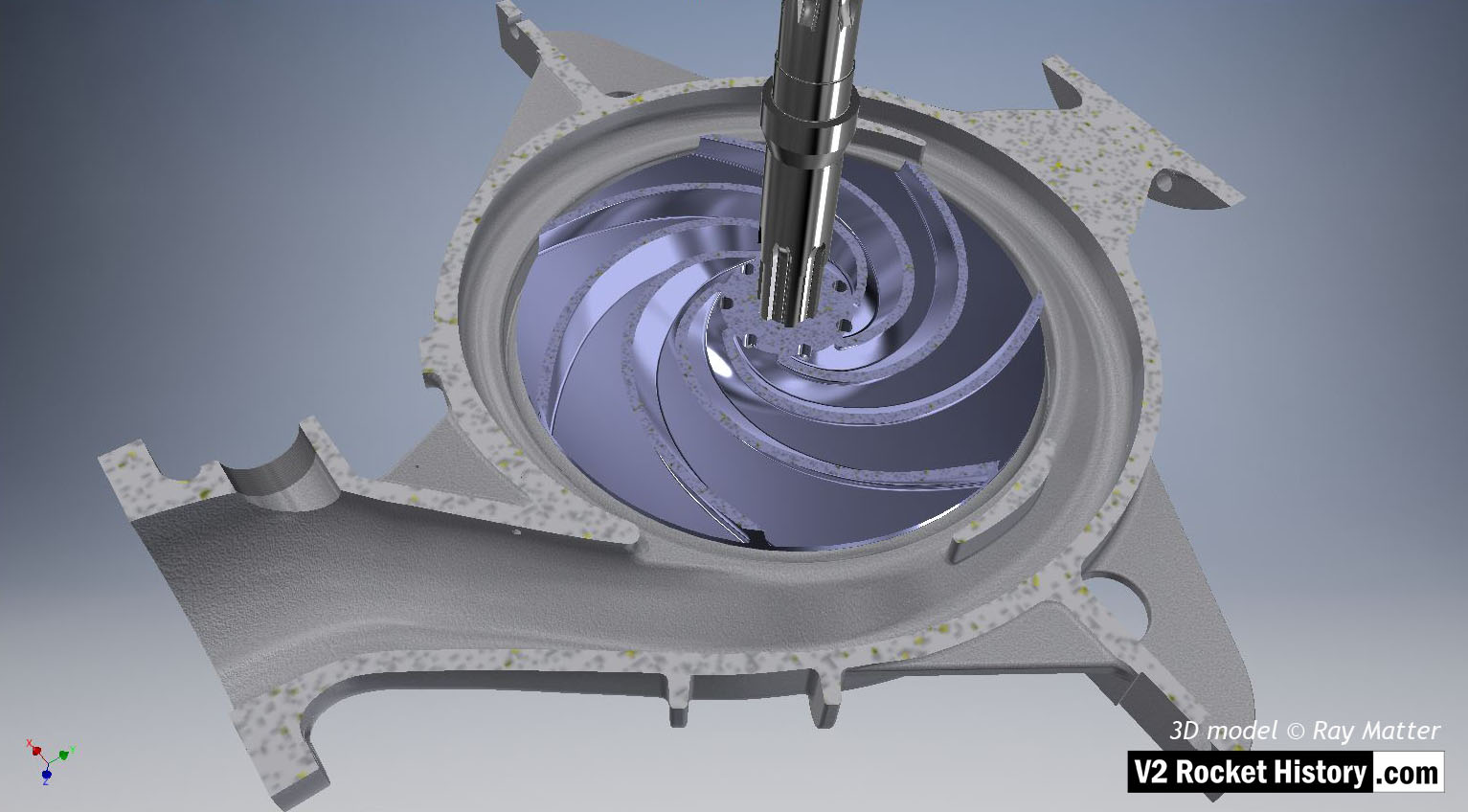
15 B-Pump sub-assembly: impeller
15 B-Pump sub-assembly: impeller
B (fuel) pump sub-assembly showing sectioned casing to reveal centrifugal pump impeller (in light purple for visibility). Outlet to top right. The centrifugal pump rotor has been sectioned to remove one impeller face and reveal the curved vanes.The shaft and spiral volute space shape is very clear in this image. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
13 B-Pump sub-assembly: impeller & shaft
13 B-Pump sub-assembly: impeller & shaft
B (fuel) pump sub-assembly showing sectioned casing to reveal centrifugal pump impeller. Outlet to btm right. The centrifugal pump impeller has been sectioned to remove one rotor face and reveal the curved vanes. The shaft and spiral volute space shape are shown in this image. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
11 B-Pump sub-assembly
11 B-Pump sub-assembly
B-Pump sub-assembly sectioned to show fuel pump impeller inlet (purple area), baffle, and other shaft details. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
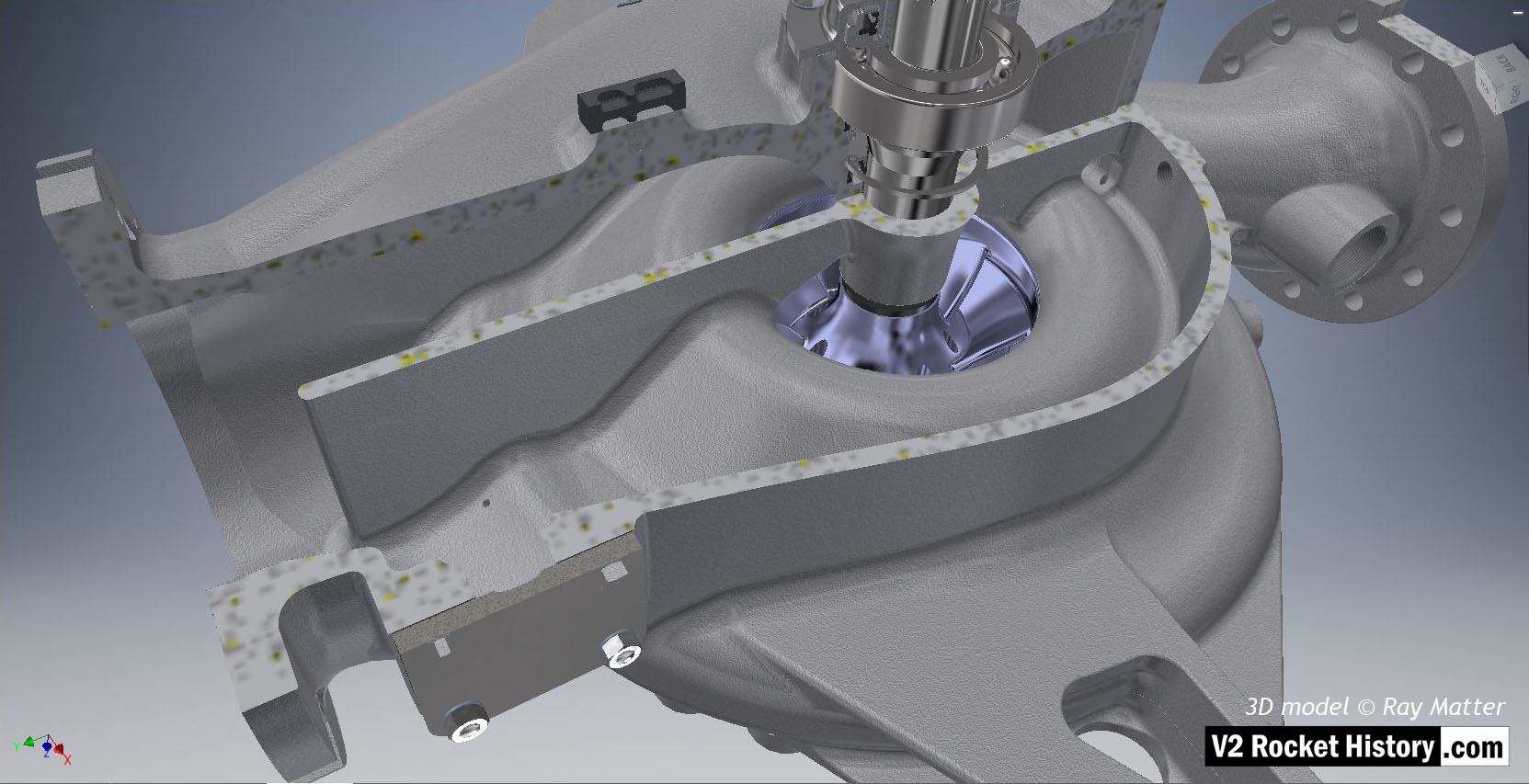
12 B-Pump assembly: inlet case
12 B-Pump assembly: inlet case
B-Pump sub-assembly casing sectioned to show shaft and fuel inlet chamber details. The throat blanking plate can be seen top left. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
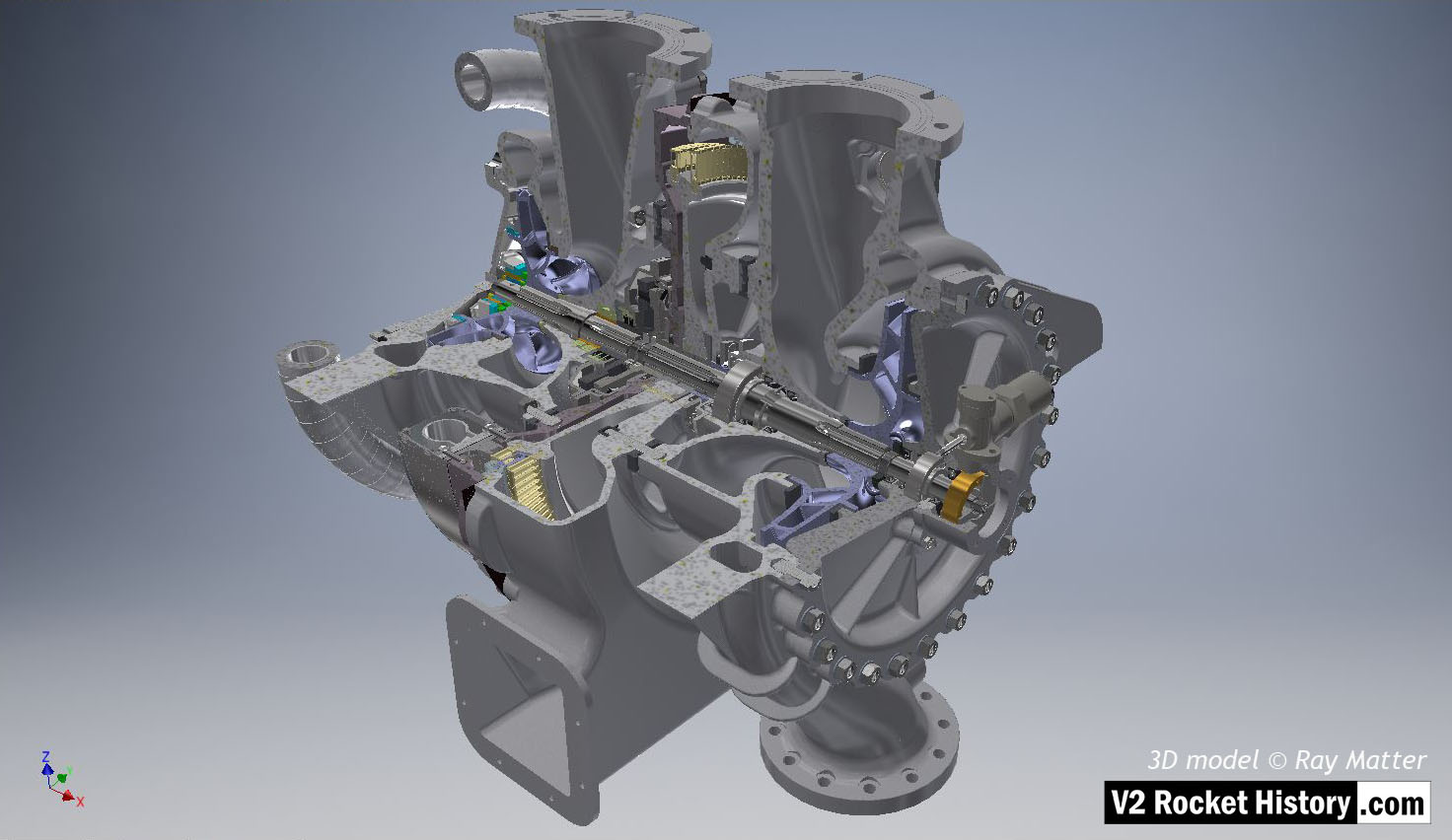
03A Quartered Assym. shown inverted
03A Quartered Assym. shown inverted
Turbine powered propellant pumps for A4/V2 rocket engine. The assembly is shown quarter sectioned and inverted with the propellant outlet flanges to the top and fuel pump on left, with inlet flanges at btm. The overspeed trip switch can be seen just below center on fuel pump face plate – the copper alloy centrifugal trip rotor is clearly visible in the trip-switch housing. 3D model by Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
A Pump: 4
A Pump: 4
A-Pump LOX sub-assembly complete with face plate and fastenings as well as outlet throat plug. Shows square inlet throat blanking plate.
3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
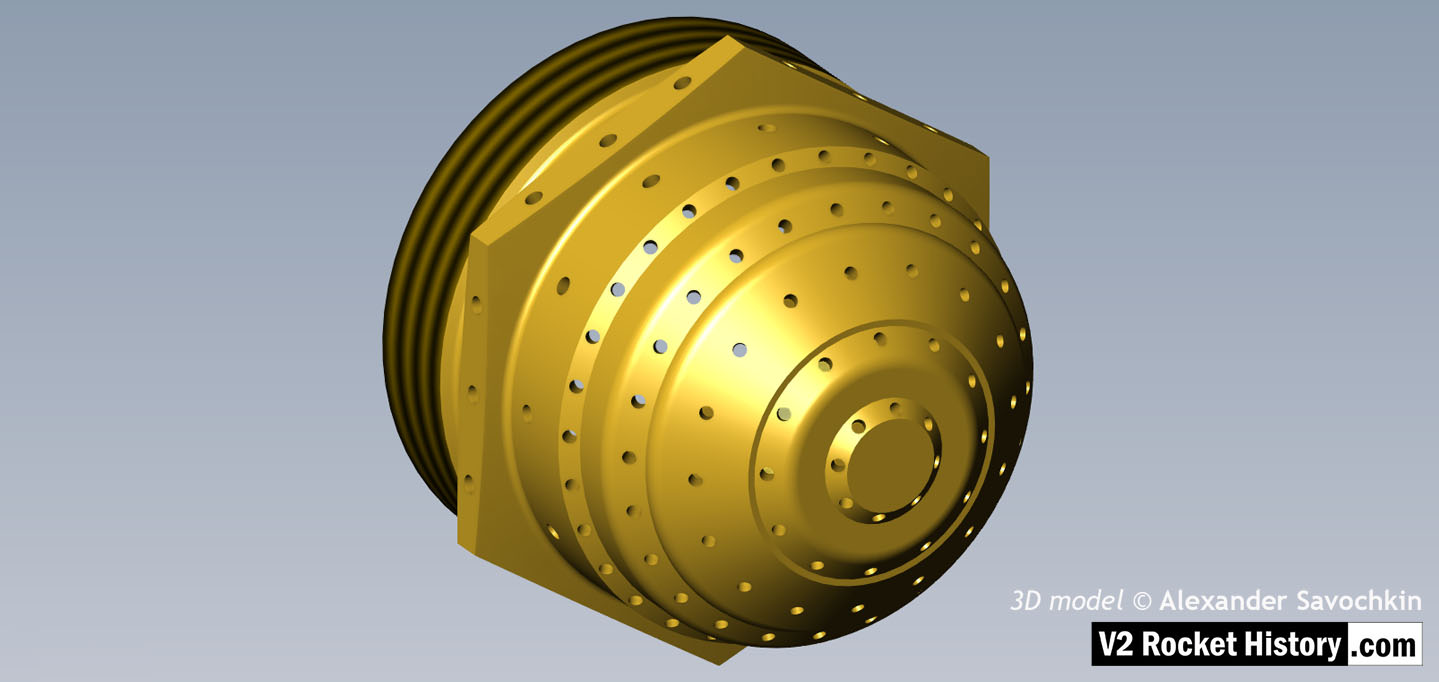
A (LOX) Pump: 3
A (LOX) Pump: 3
A (LOX) Pump sub-assembly, showing the face nearest the steam turbine. Turbine side of LOX pump showing flexible shaft connection disk (back component with 12 holes). The connection cavity drain pipe is shown (running across the outflow to the btm right). 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
A (LOX) Pump: 7
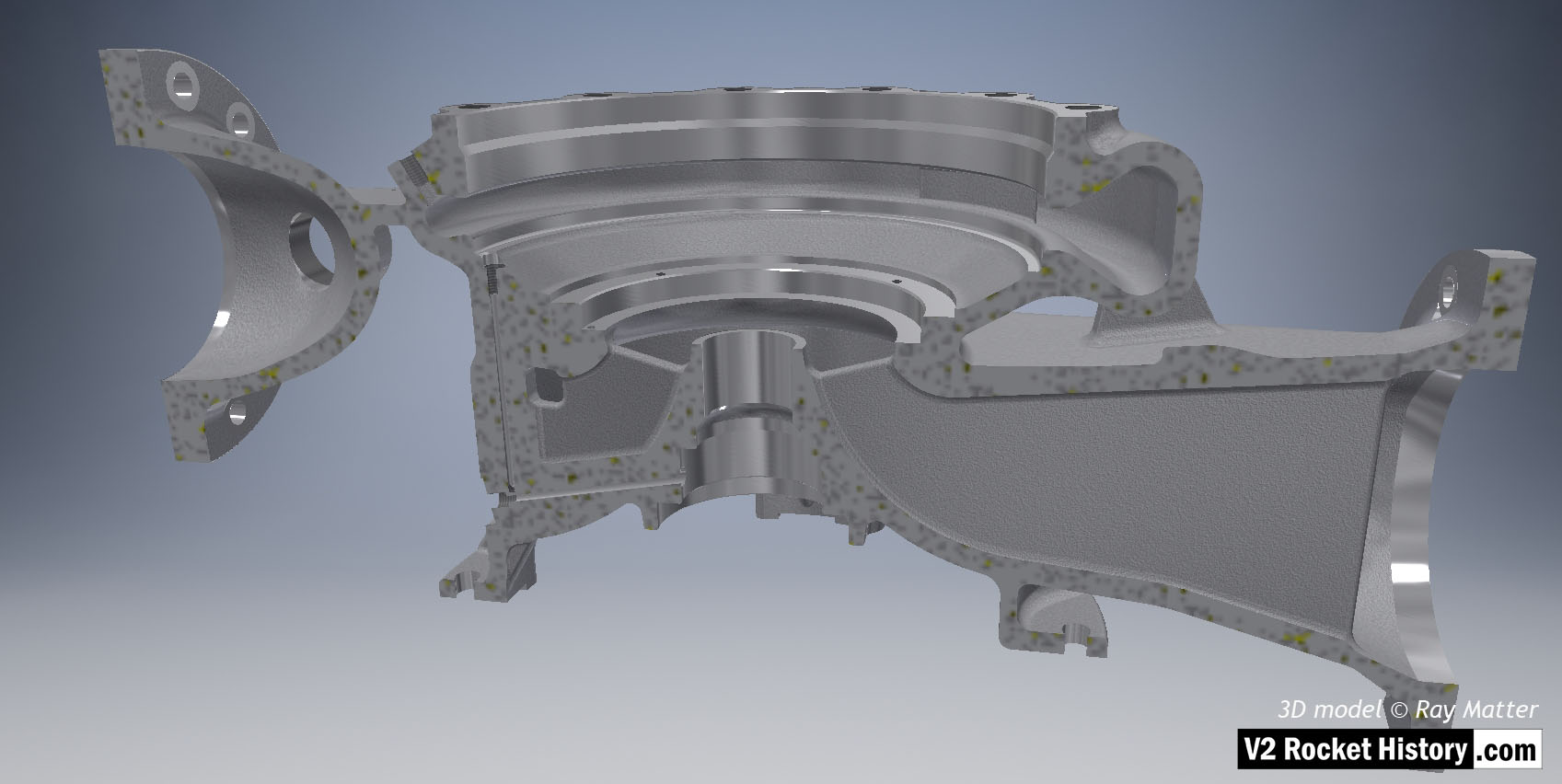
A (LOX) Pump: 7
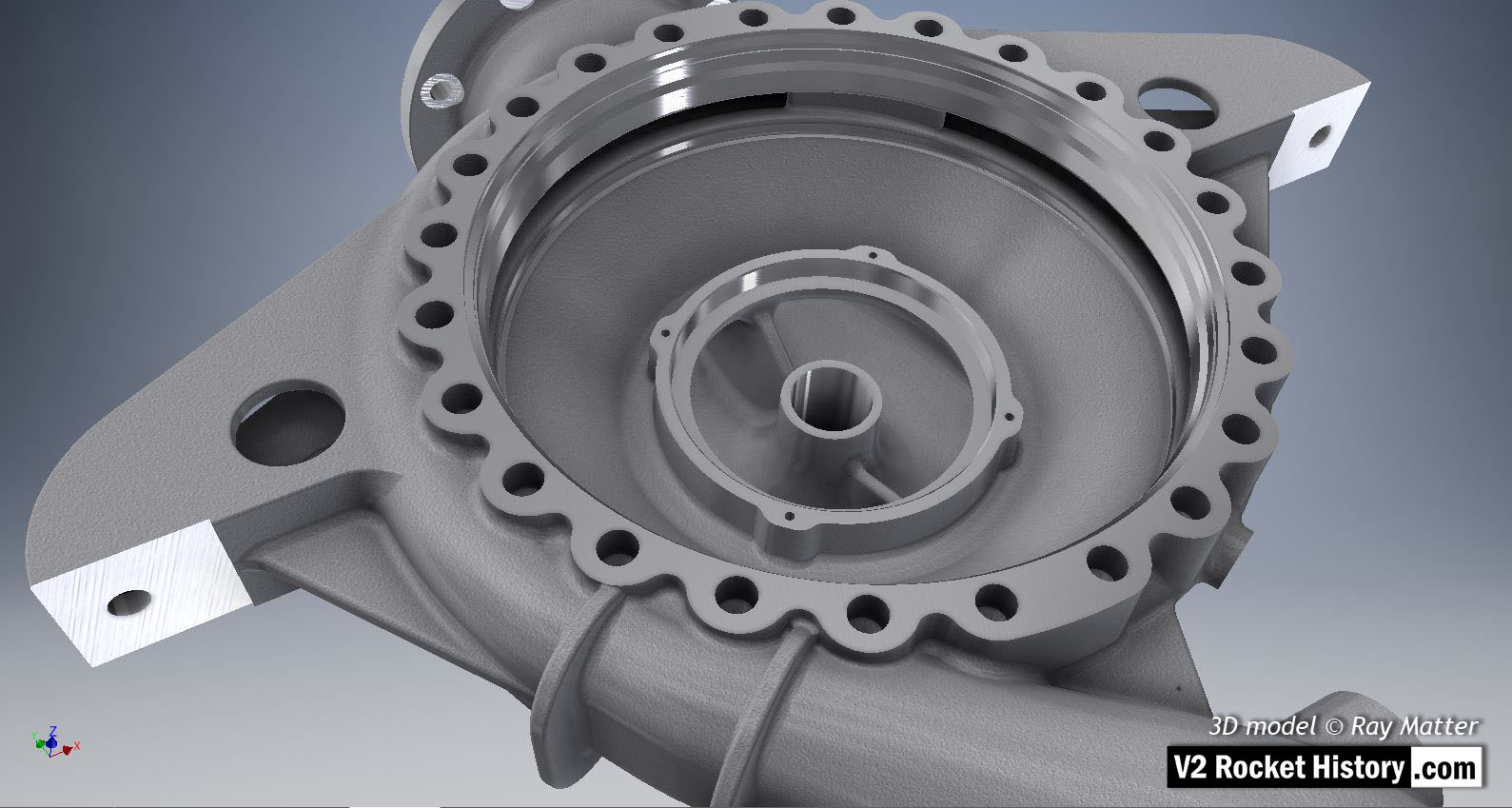
A (LOX) pump housing cutaway to reveal pump rotor side. The casing has been cut to show the internal rotor space detail. The outlet throat, right, and spiral volute space are displayed in this view as is the central LOX inlet. The web with the self-purge passageway can be seen on the outside center of the inlet throat, and connecting to the volute casing. The web or buttress seen to the upper right is to provide additional support between the structures whilst keeping the casting to an even density. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
A (LOX) Pump: 6
A (LOX) Pump: 6
Close-up of ‘A’ LOX pump housing displaying cast and machined surfaces. LOX inlet aperture shown wand external threaded hole for manual bleed plug shown on far right. 3D model by Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
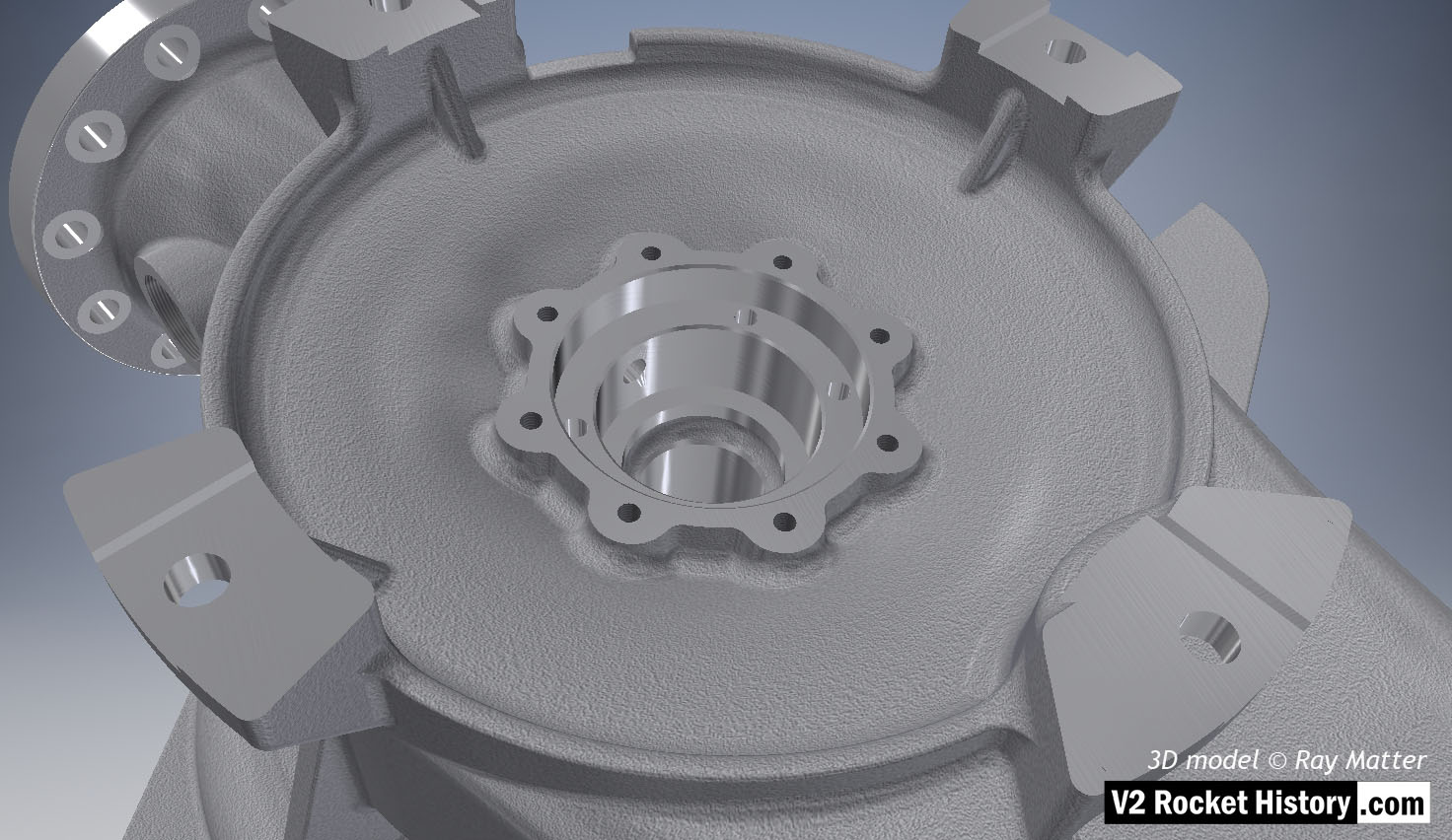
A (LOX) Pump: 5
A (LOX) Pump: 5
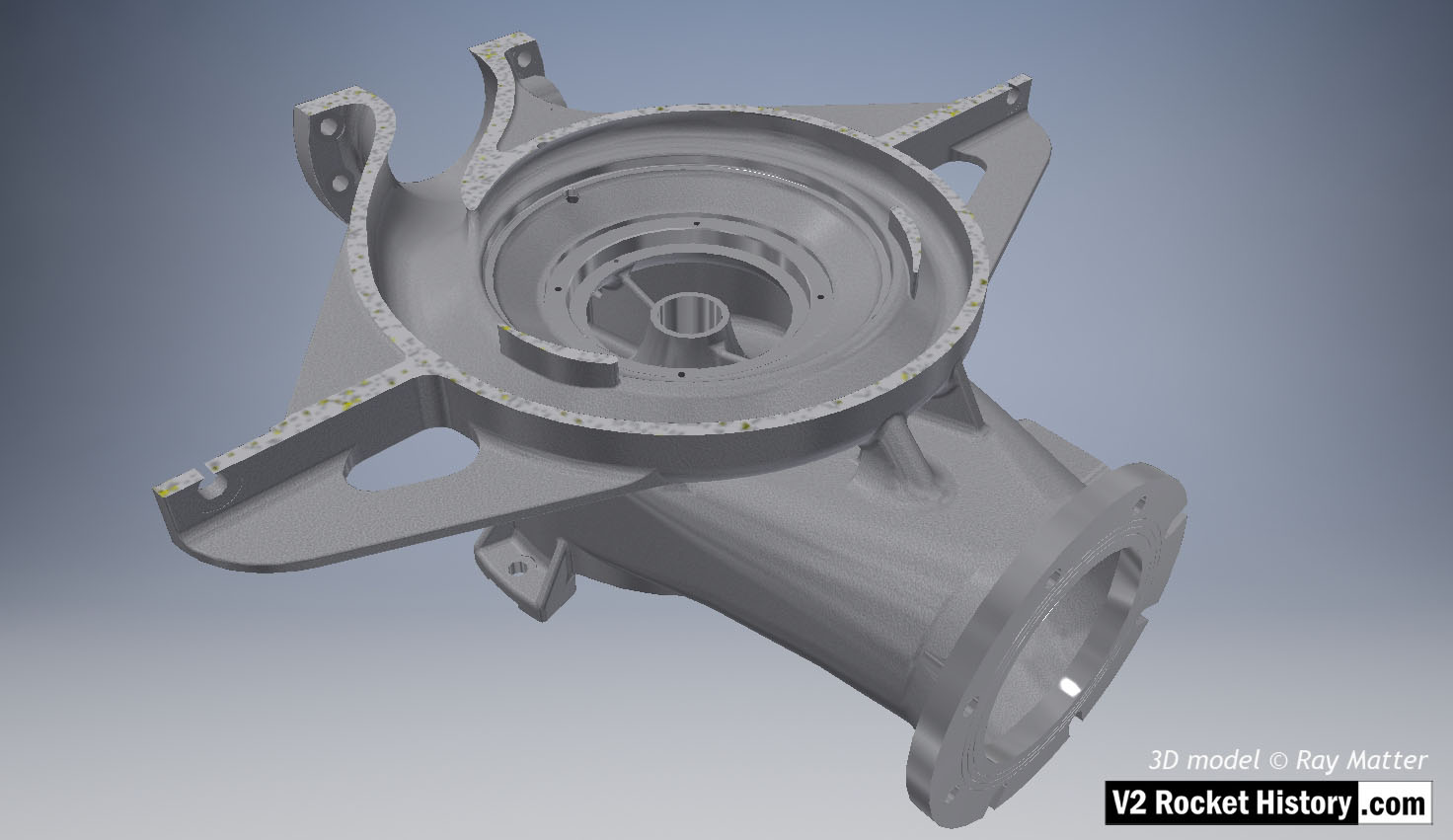
A (LOX) Pump sub-assembly, showing the face nearest the steam turbine. Single piece casting showing machined (milled) areas and detail of bearing and seal cavity. The four turbine case fitting brackets are displayed. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
A (LOX) Pump: 9
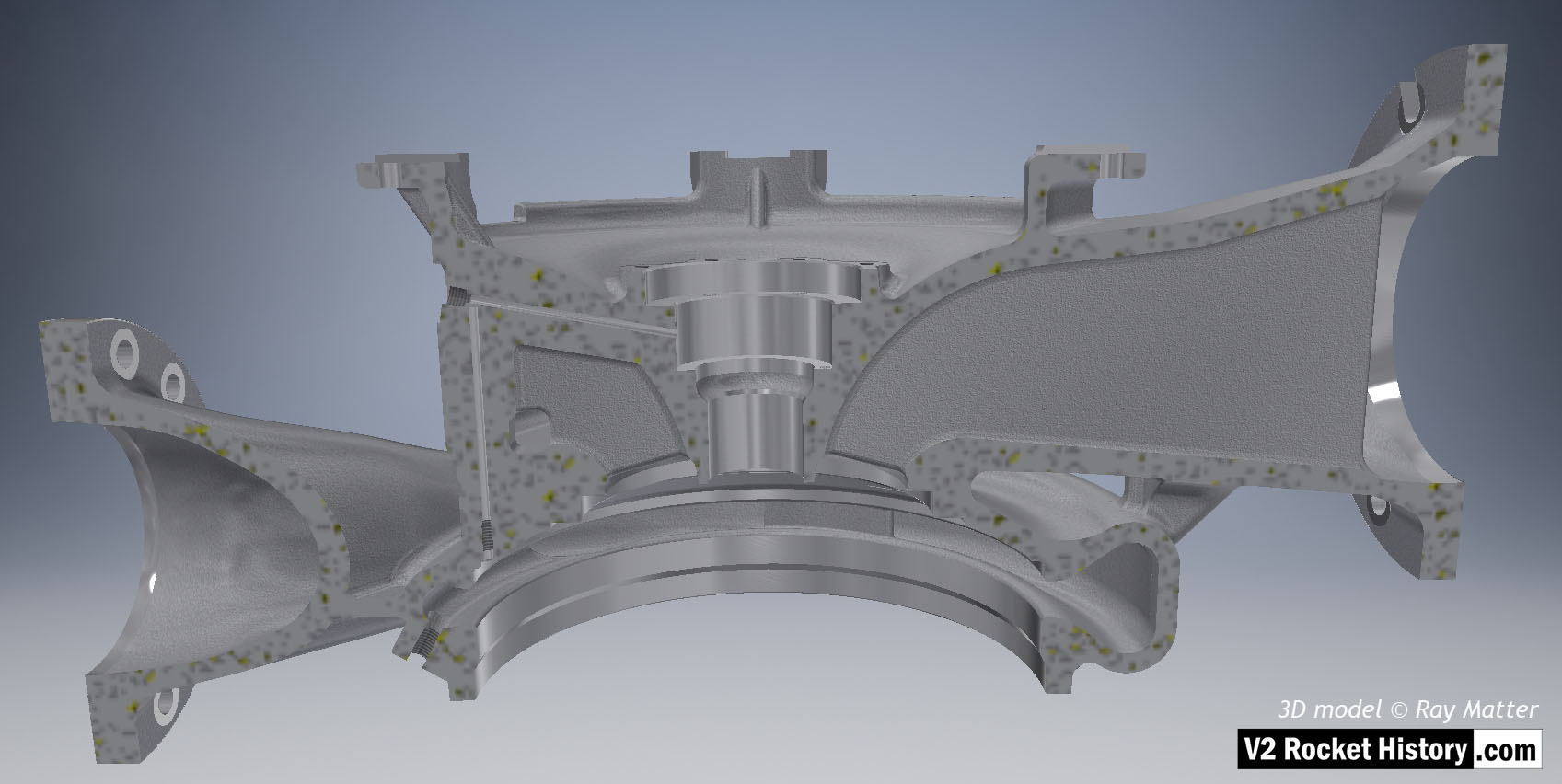
A (LOX) Pump: 9
A (LOX) Pump housing sectioned to show baffle and volute space area expansion as flow passes from inlet (right) to outlet (left). Note cast and machined (milled) areas shown in this image – especially inlet aperture. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
A (LOX) Pump: 8
A (LOX) Pump: 8
A (LOX) Pump housing sectioned to show baffle and volute space area expansion as flow passes from inlet (right) to outlet (left). Note the small LOX passageways on left from high-pressure volute space to bearing cavity. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
Detail of over-speed trip
Detail of over-speed trip
Detail of fuel pump face plate showing over-speed switch and mounting. The switch plunger (part with disc shaped hand knob on left) is shown in the out or armed position. The RPM of the tubo-pump (TP) was not governed but this safety mechanism shut the TP down permanently when the RPM reached 5000. Although rarely changed, thin shims could be used to reduce or increase this speed. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
Over-speed trip switch: exposed
Over-speed trip switch: exposed
Detail of fuel pump face plate showing over-speed switch and mounting. The eccentric centrifugal rotor can be seen (brass coloured part). This unbalanced part rotates against a spring load that allows the thicker (proportionally heavier) section of the rotor to move outwards from the center as the rotational speed rises and push the release rod clear of a keyed section of the plunger shaft (part with disc shaped knob on left) thus operating a relay switch that shuts down the flow of steam to the turbine. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
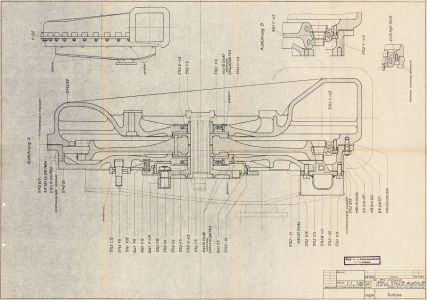
V2 turbo-pump turbine and pump impeller shaft assembly
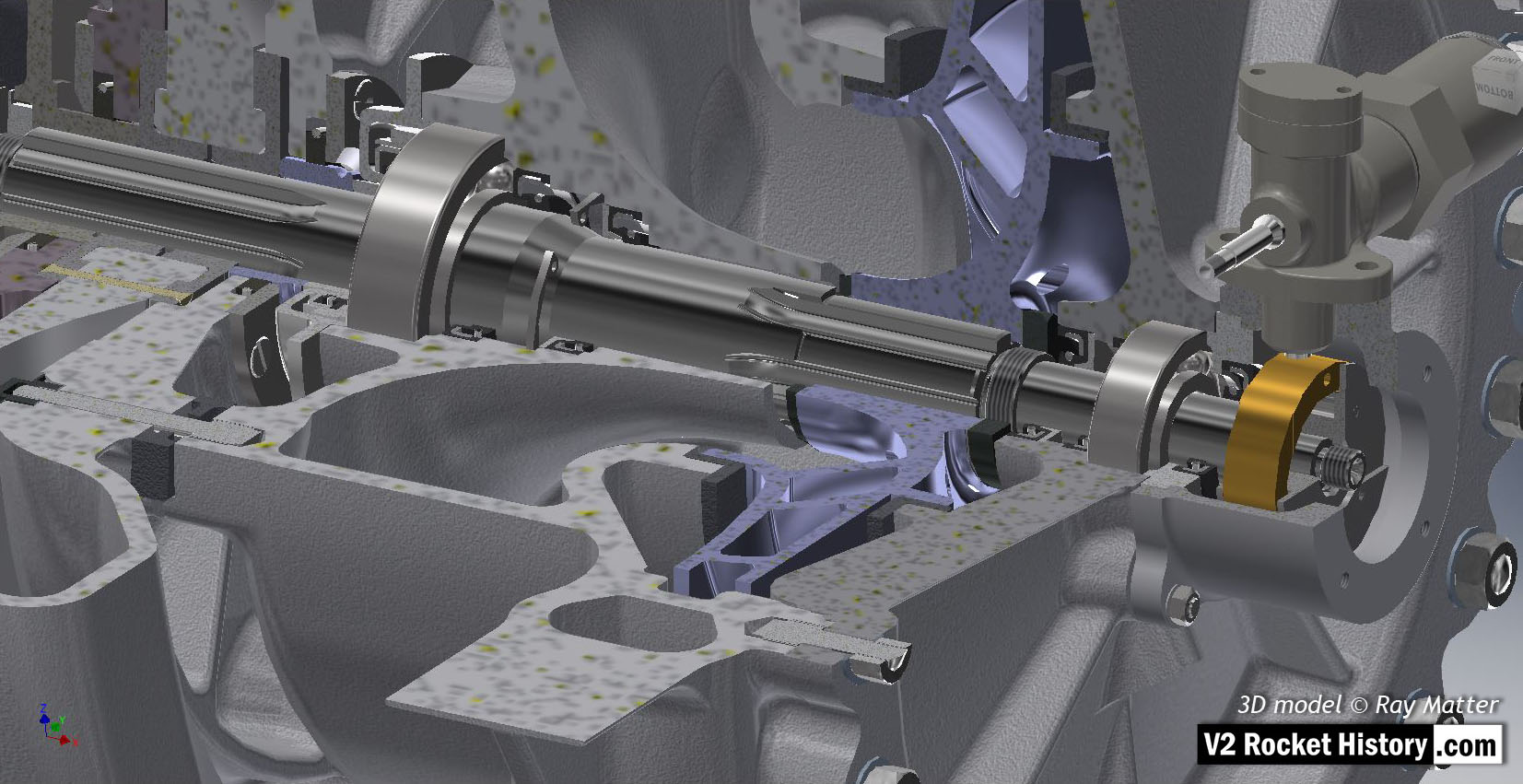
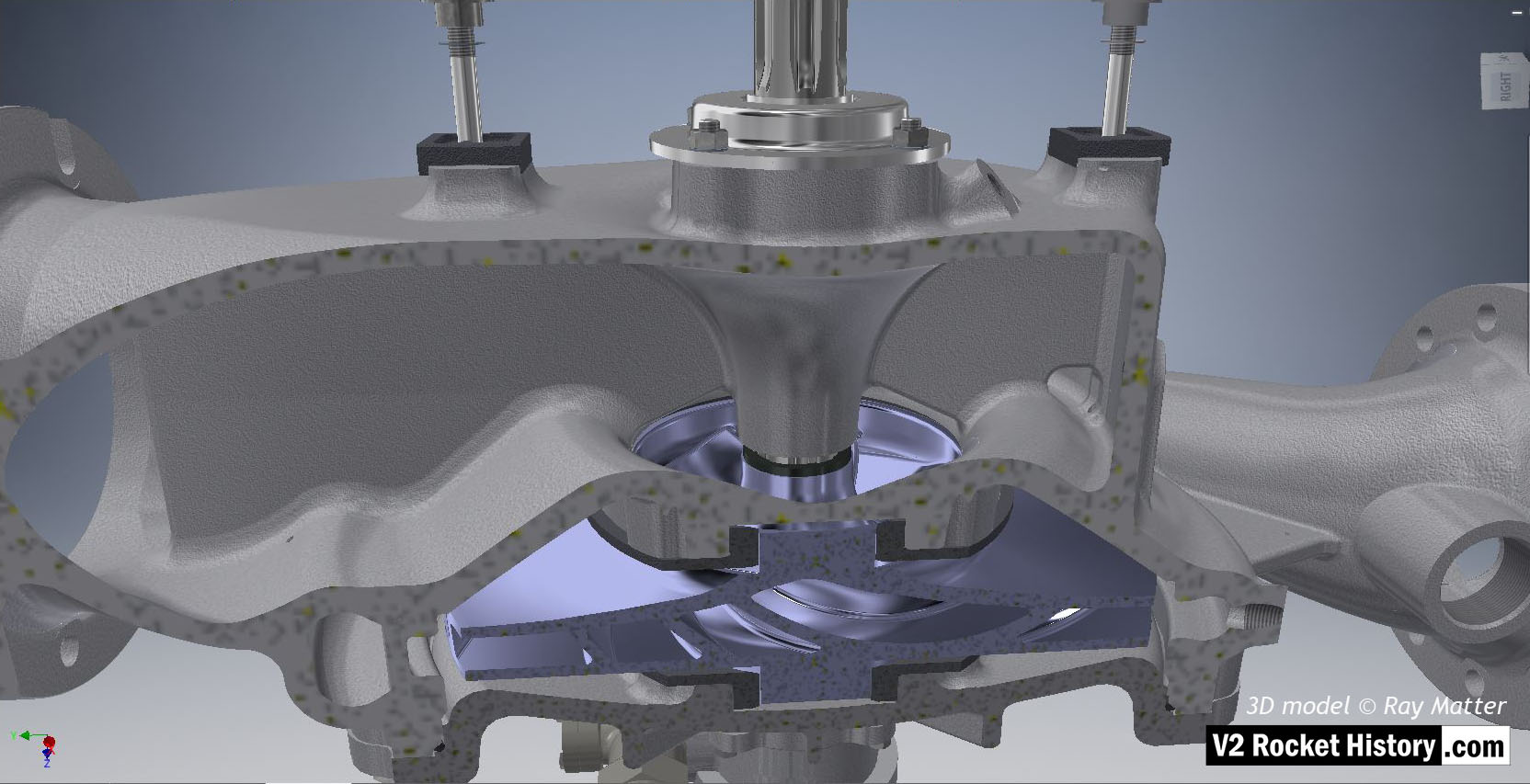
V2 turbo-pump turbine and pump impeller shaft assembly
V2 turbo-pump turbine and pump impeller shaft assembly showing steam turbine rotor with nozzle assembly and steam inlet manifold distributor ring. The two rows of steam buckets can seen on rotor rim. Fuel pump impeller (purple) and over-speed switch are shown to the right. LOX pump impeller (purple) with journal bearing box and four sectional bronze bearings visible. An overboard dump pipe can be seen lower left of steam rotor. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
02 V2 turbo-pump turbine and pump rotor shaft assembly
02 V2 turbo-pump turbine and pump rotor shaft assembly
V2 turbo-pump turbine and pump impeller shaft assembly showing steam turbine rotor with nozzle assembly and steam inlet manifold distributor ring to left. The two rows of steam buckets can seen on rotor rim as well as three of the four sets of stationary steam return blades. Fuel pump impeller and over-speed switch are shown to the right. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
04A B Fuel Pump and Turbine rotor shaft
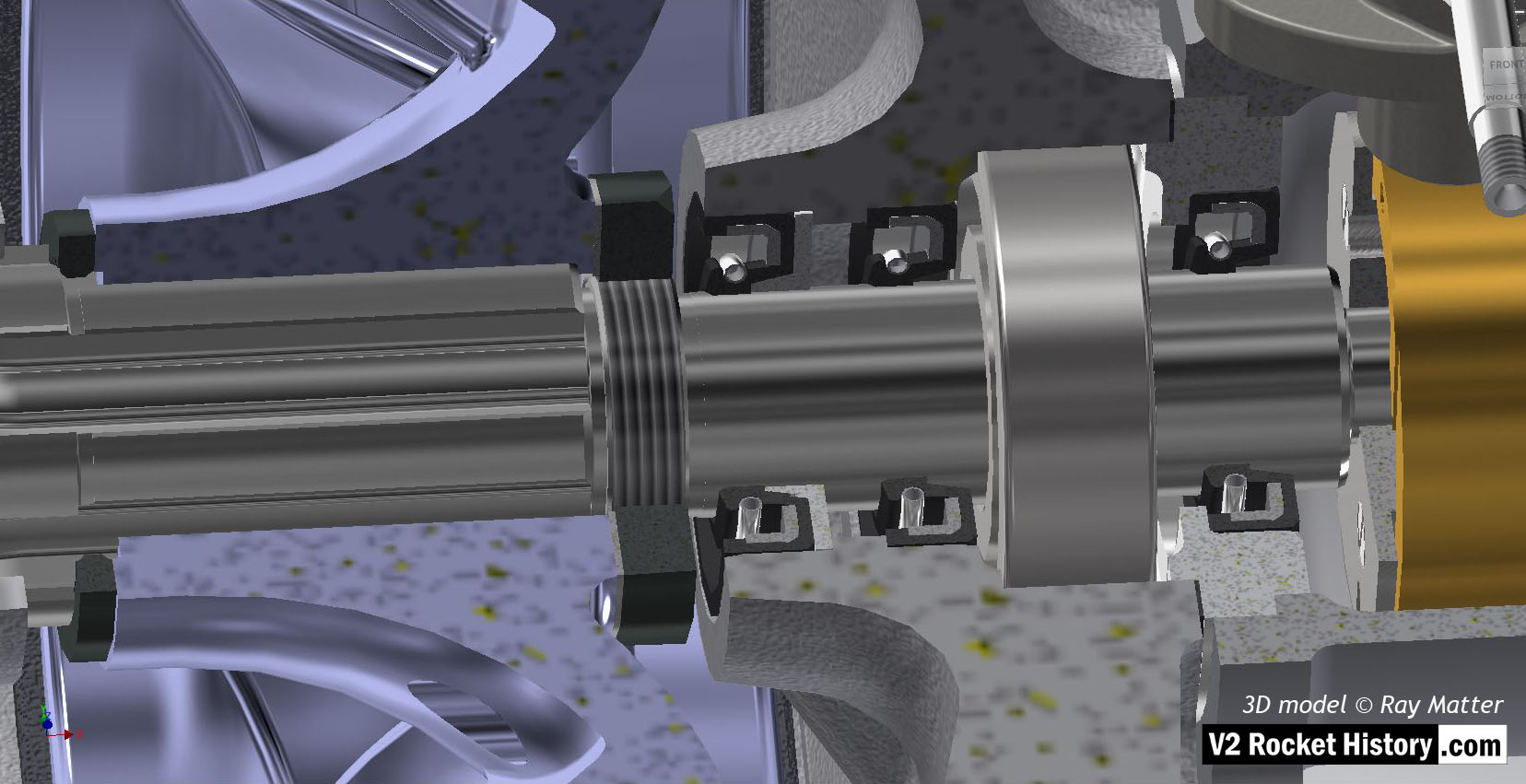
04A B Fuel Pump and Turbine rotor shaft
B (fuel) Pump: Close-up of sectioned turbine and pump impellers. Pump impeller (purple) and turbine rotor, top left, showing, seals, bearings and over-speed centrifugal rotor assembly. 3D model Ray Matte
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
06A B Pump Shaft
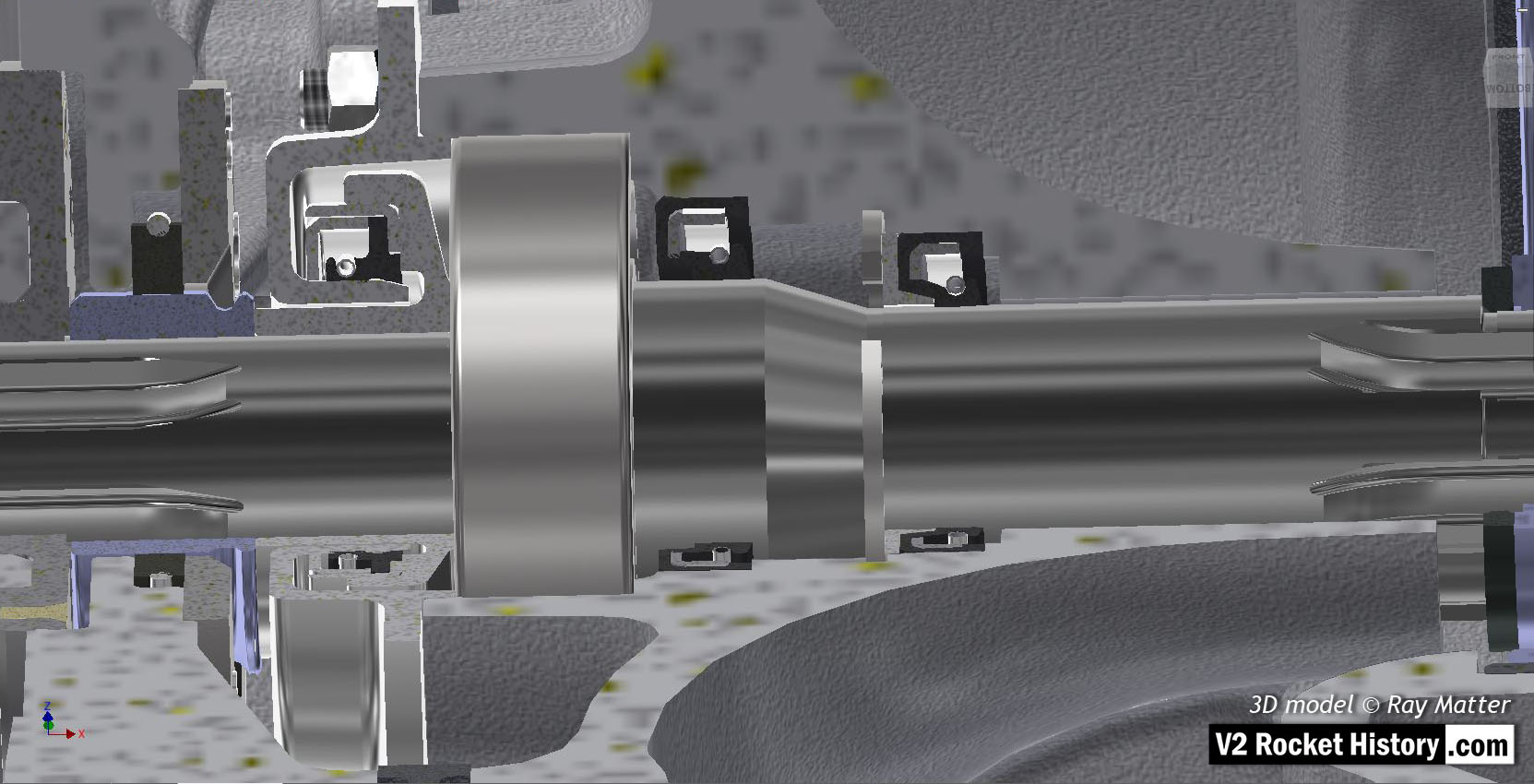
06A B Pump Shaft
06 B Pump close-up showing shaft bearing and isolation seals at at pump to turbine mating point. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
06 B Pump impeller to steam rotor close up
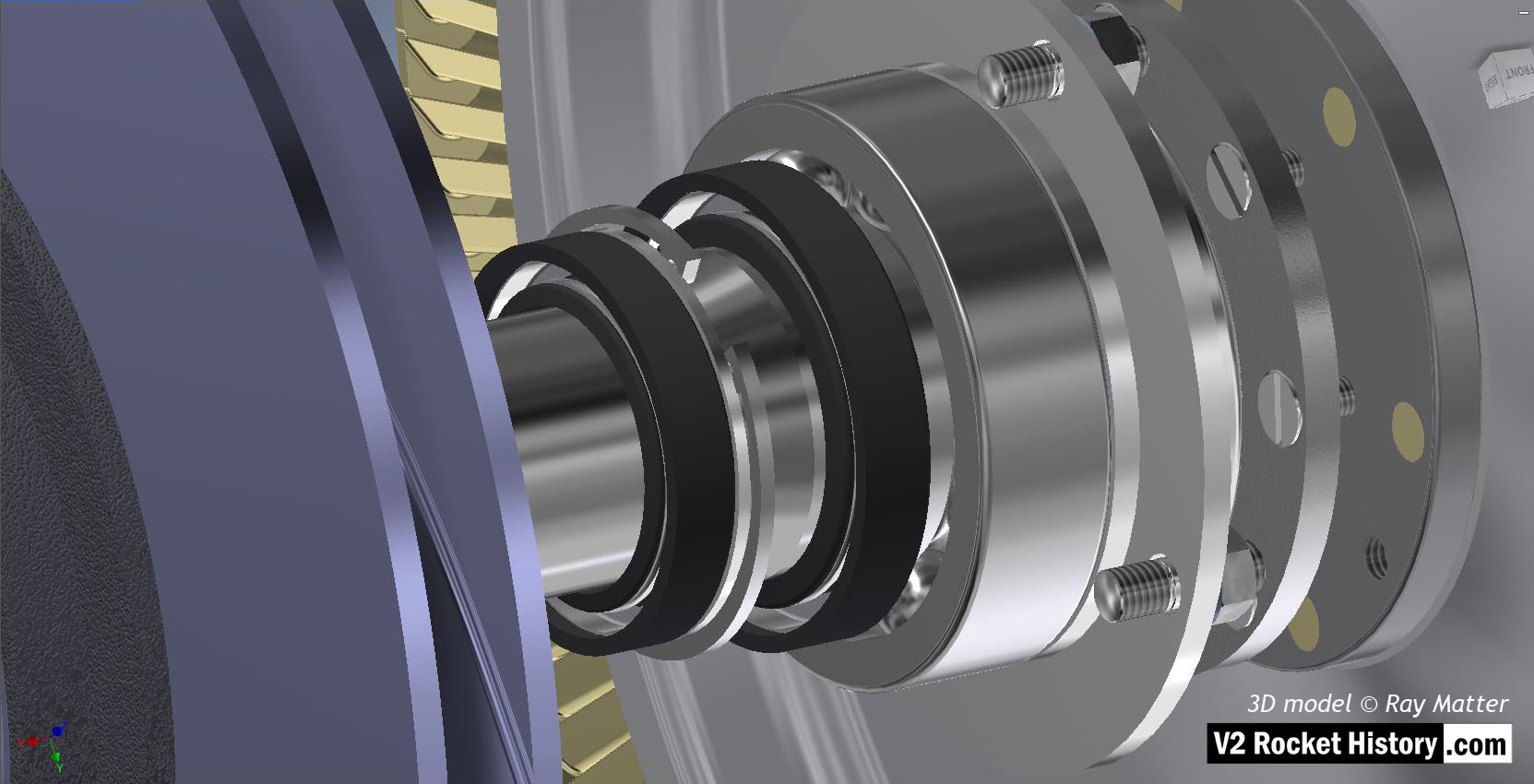
06 B Pump impeller to steam rotor close up
06 B Pump showing shaft area from fuel pump impeller, left (purple), to steam rotor. Shows seals, packer, circlip, and steam rotor hub. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
05A B Pump Shaft
05A B Pump Shaft
B (fuel) Pump: Close-up of sectioned pump impeller hub (purple) showing, left to right, seals, bearing and over-speed centrifugal rotor. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
16A B-Pump sub-assembly
16A B-Pump sub-assembly
B (fuel) pump sub-assembly showing sectioned casing to reveal centrifugal pump impeller (in light purple for visibility). Outlet to right. Note inlet throat purge aperture of left. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
05B exposed fuel impeller assembly
05B exposed fuel impeller assembly
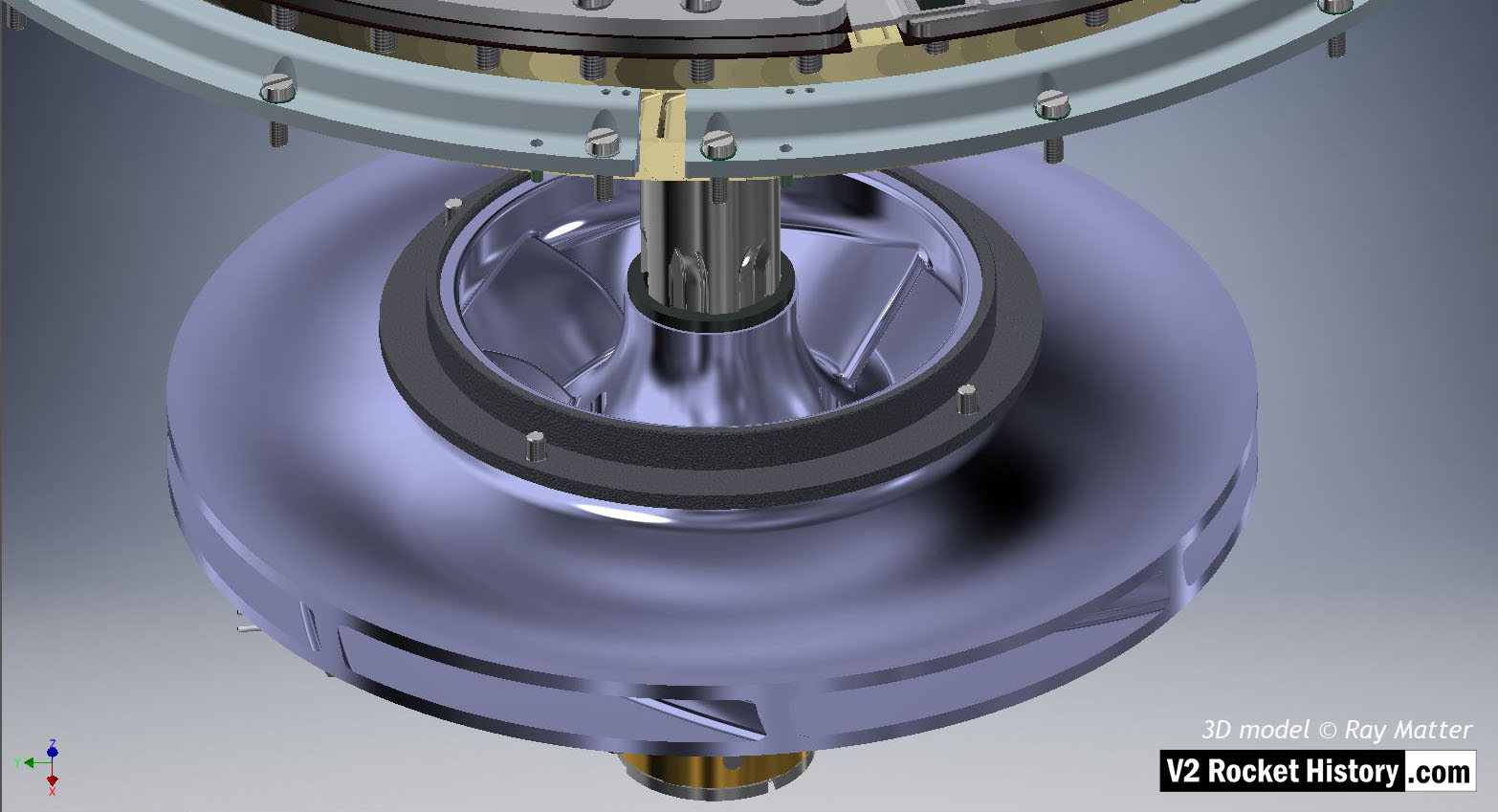
B pump casing removed to show fuel pump impeller and bearing ring. The steam rotor assembly can be seen at the top of the image and two sets of the stationary steam blades, or stators, are also visible.
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
04B fuel pump impeller
04B fuel pump impeller
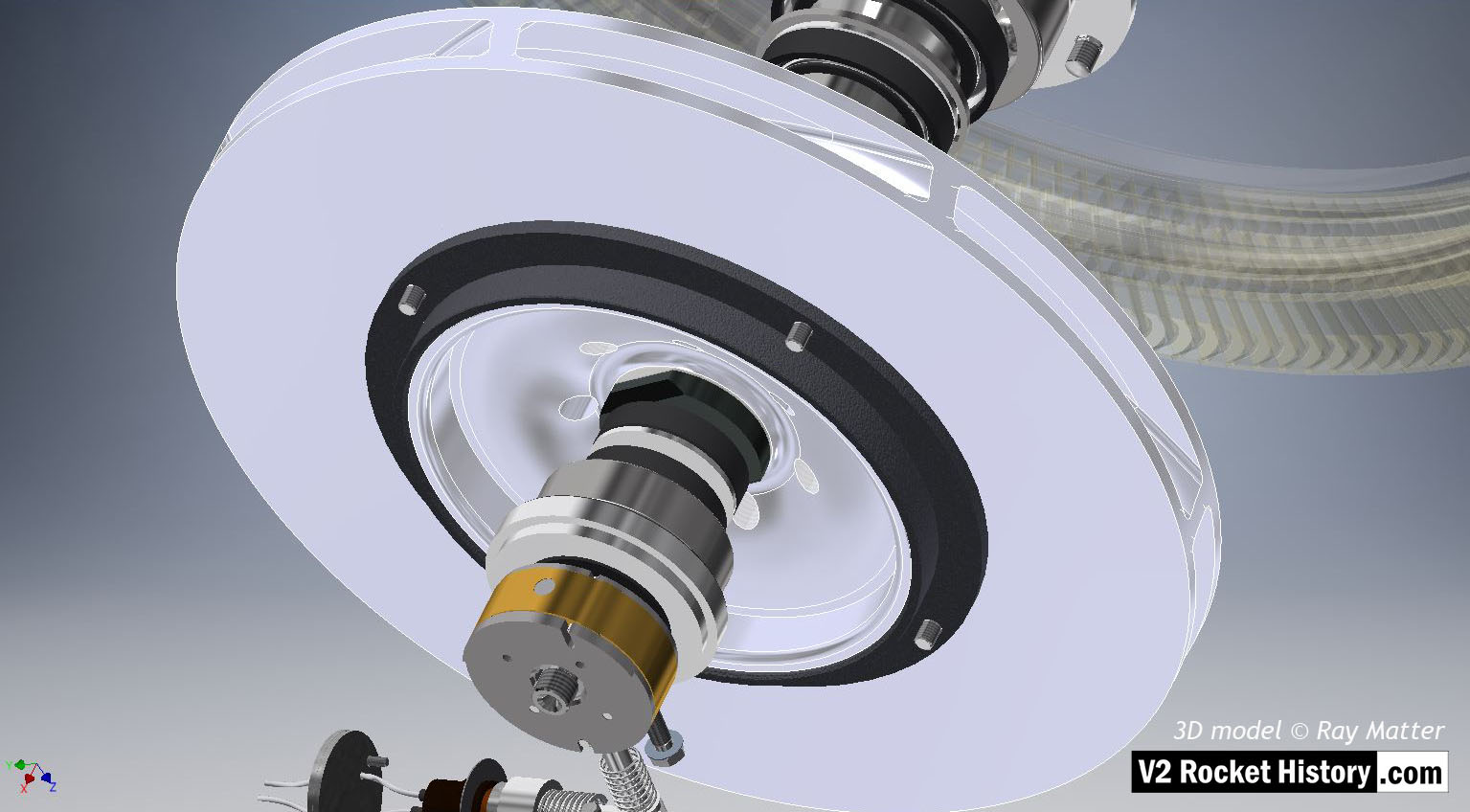
B (fuel) Pump exposed to show pump impeller, large bearing surface, and parts of over-speed device. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
B pump housing – sectioned / polished
B pump housing – sectioned / polished
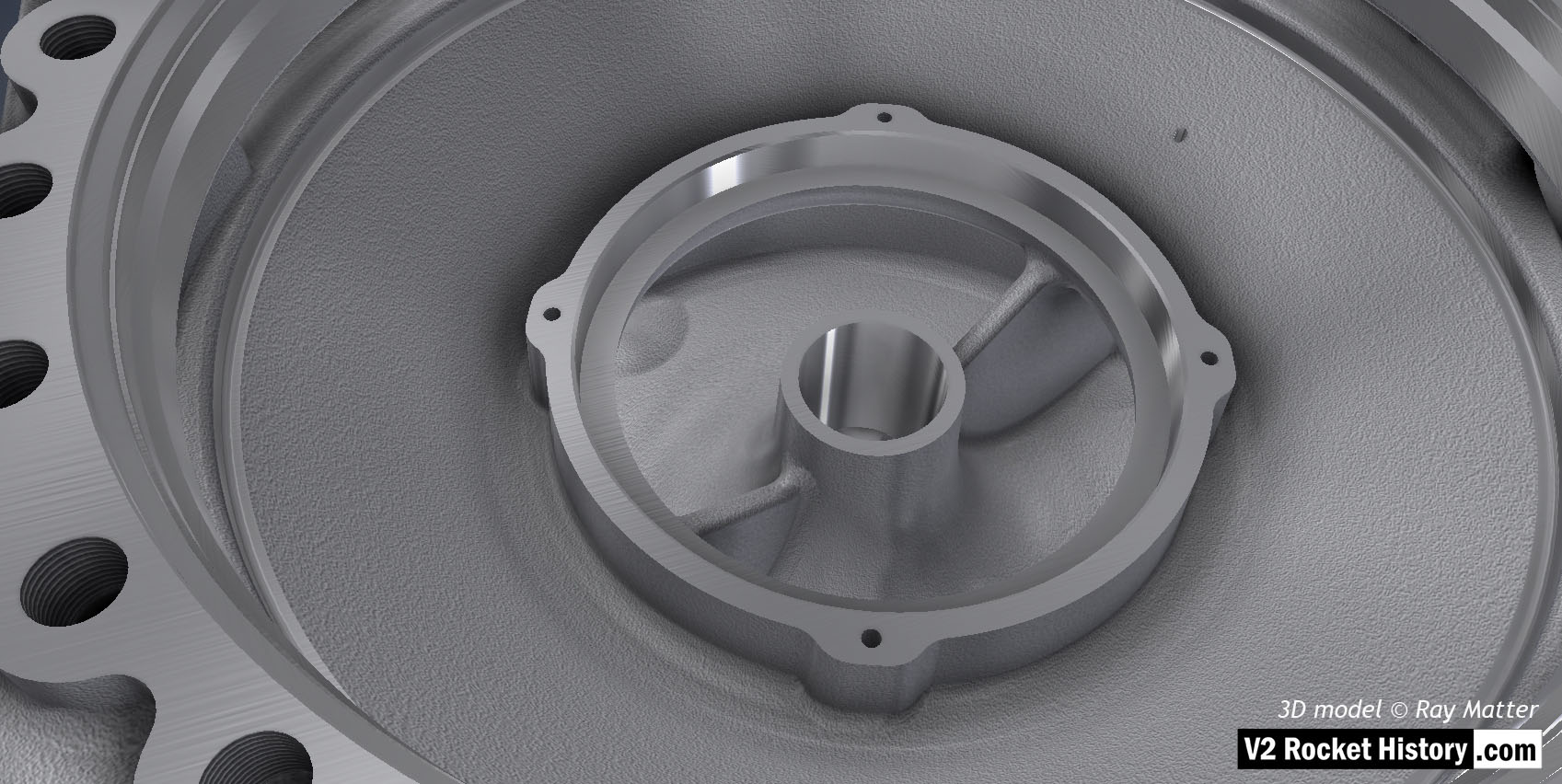
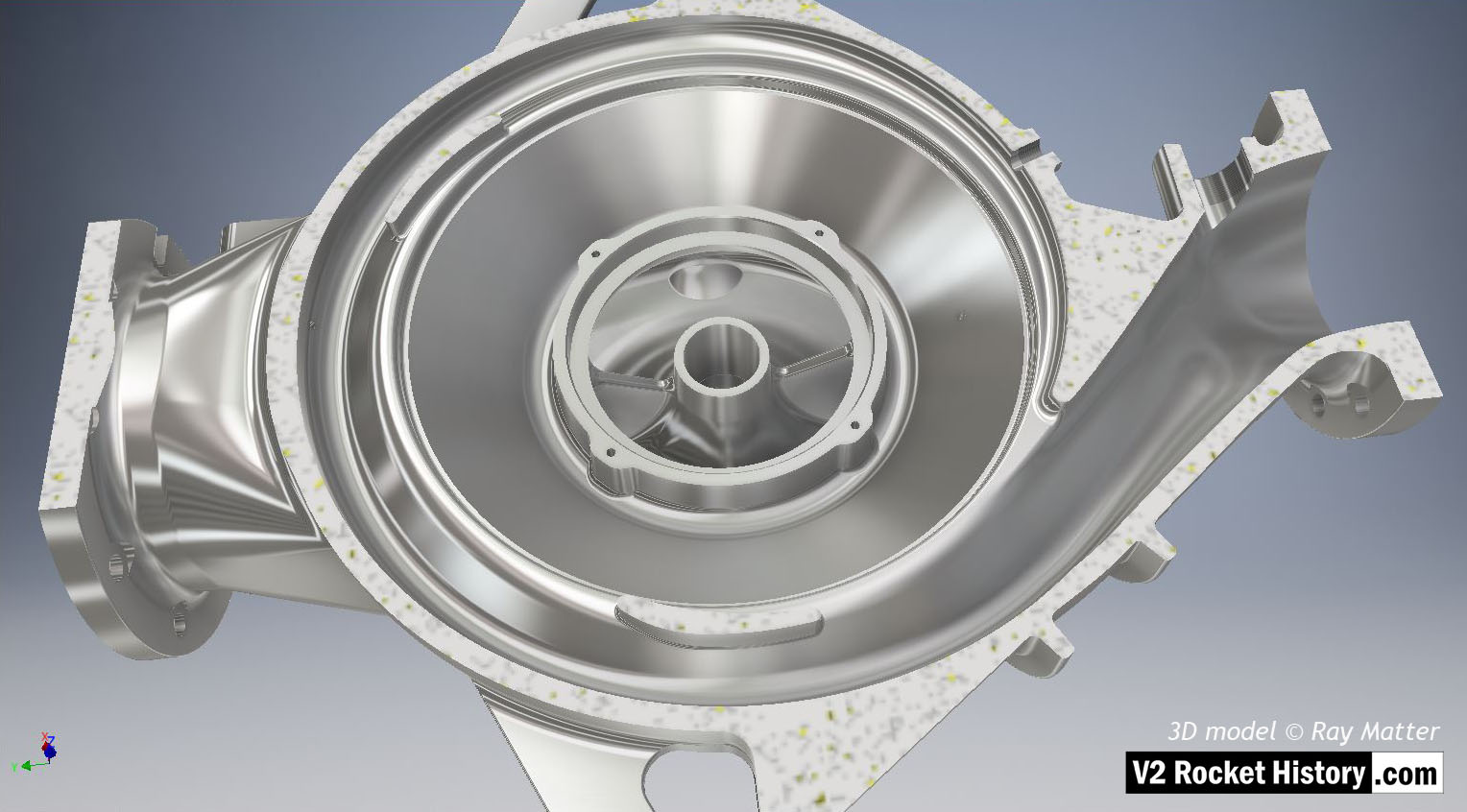
B pump housing from pump rotor side – notional surface polish to show shape and detail (such a surface was not used on the actual pump parts). The casing has been cut to show the internal rotor space detail. The outlet throat, right, and spiral volute space are displayed in this view as is the central fuel inlet. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
B pump housing – sectioned – showing self-purge orifice
B pump housing – sectioned – showing self-purge orifice
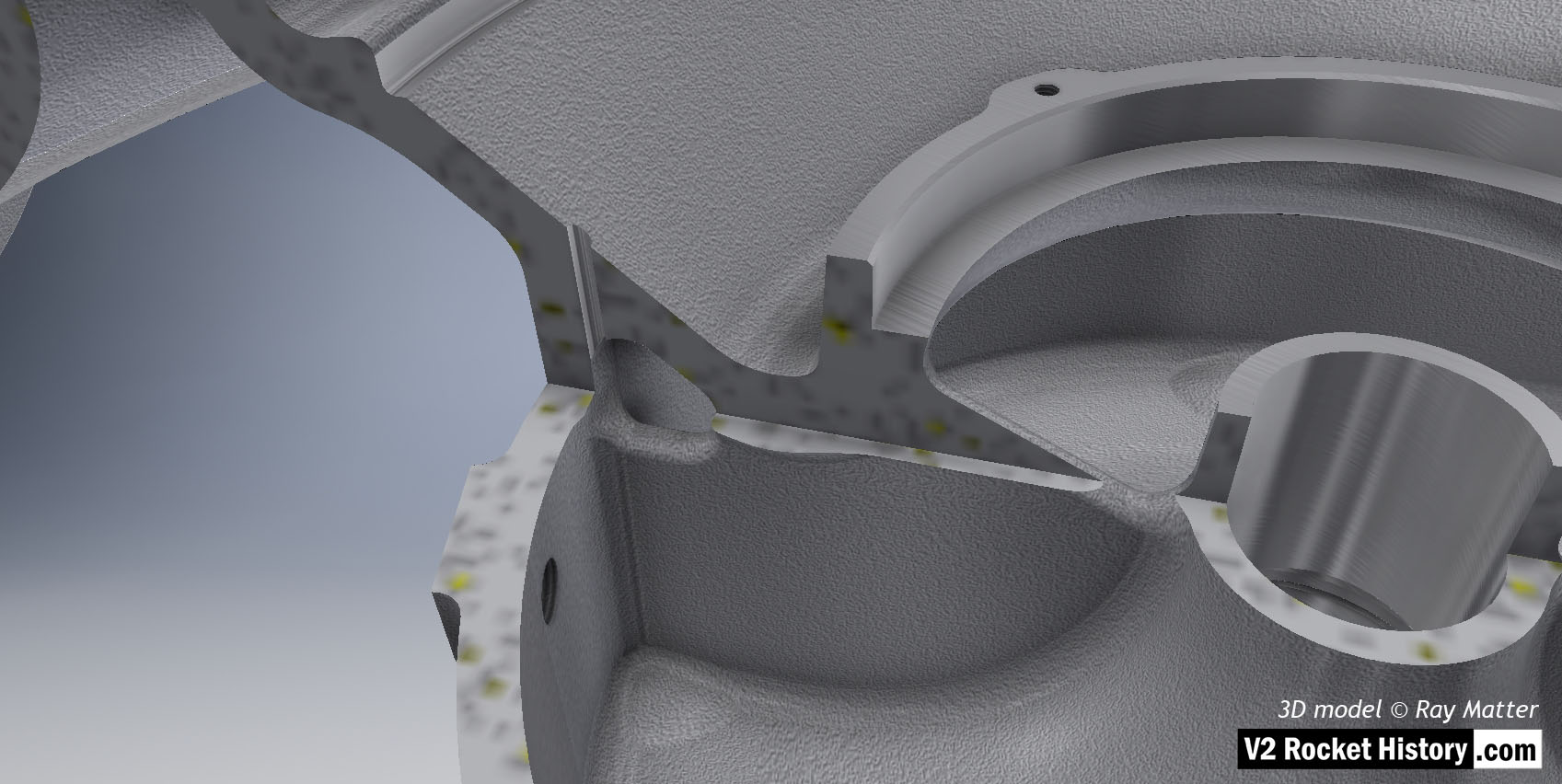
B pump housing with notional surface polish to show shape and detail (such a surface was not used on the actual pump casing). The casing nearest the turbine has been cutaway to reveal internal detail. The small self-purge orifice can be seen in this view, lower middle to the right of separator. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
B pump housing – sectioned / polished
B pump housing – sectioned / polished
B pump housing with notional surface polish to show shape and detail (such a surface was not used on the actual pump casing). The casing nearest turbine has been cut to show internal detail. Inlet flange and split throat detail are clear in this view.
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
Valves
Images of the main valves involved in the propellant flow of the A4 / V2 liquid fuelled rocket engine





Valves
Images of the main valves involved in the propellant flow of the A4 / V2 liquid fuelled rocket engine







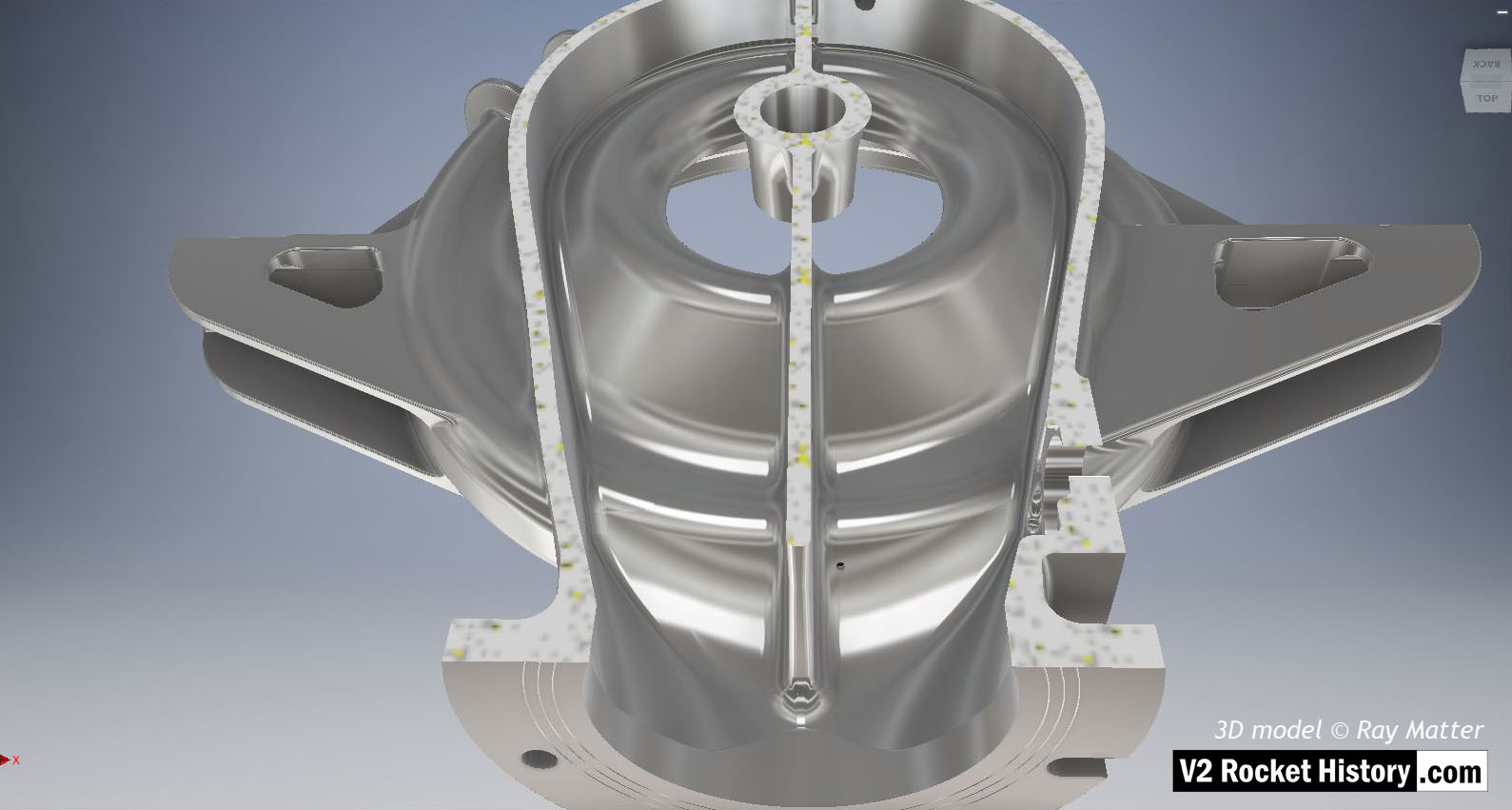
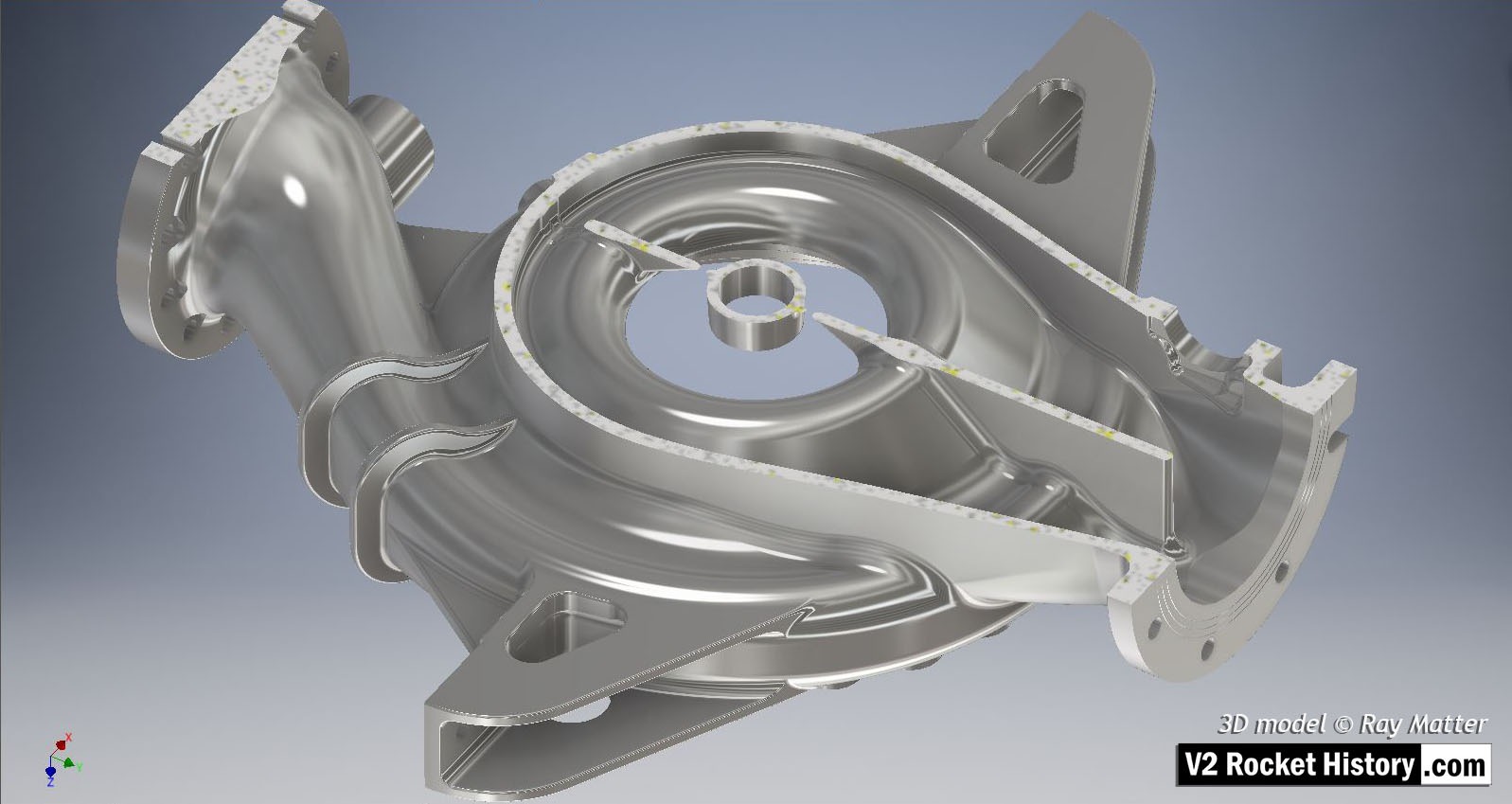
Description
Relic of main alcohol valve with manufacturer code aeq (aeq = Bartoc & Co., Maschinenfabrik u. Giesserei Hedwikow,bei Caslau (Caslav) Czech Republic). An air (nitrogen) inlet pressure of 440 to 530 psi (30 to 36 Bar) was required to close this valve against its internal spring and the force of the turbo-pump. The large nut at the top is the connection for the fuel return (or ‘revolving’line) pipe, and the air and electrical input ports can be seen to the right (air), and left (elec.) just below this point. V2RH image
Location
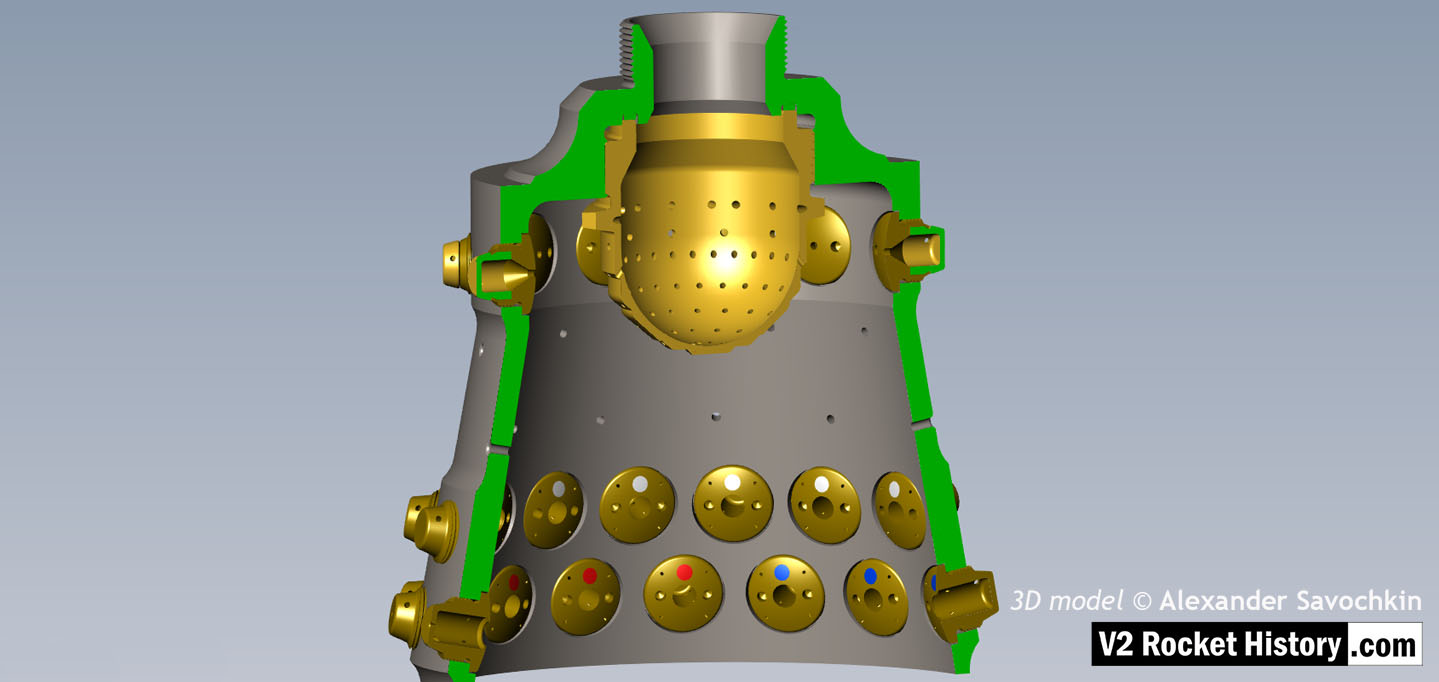
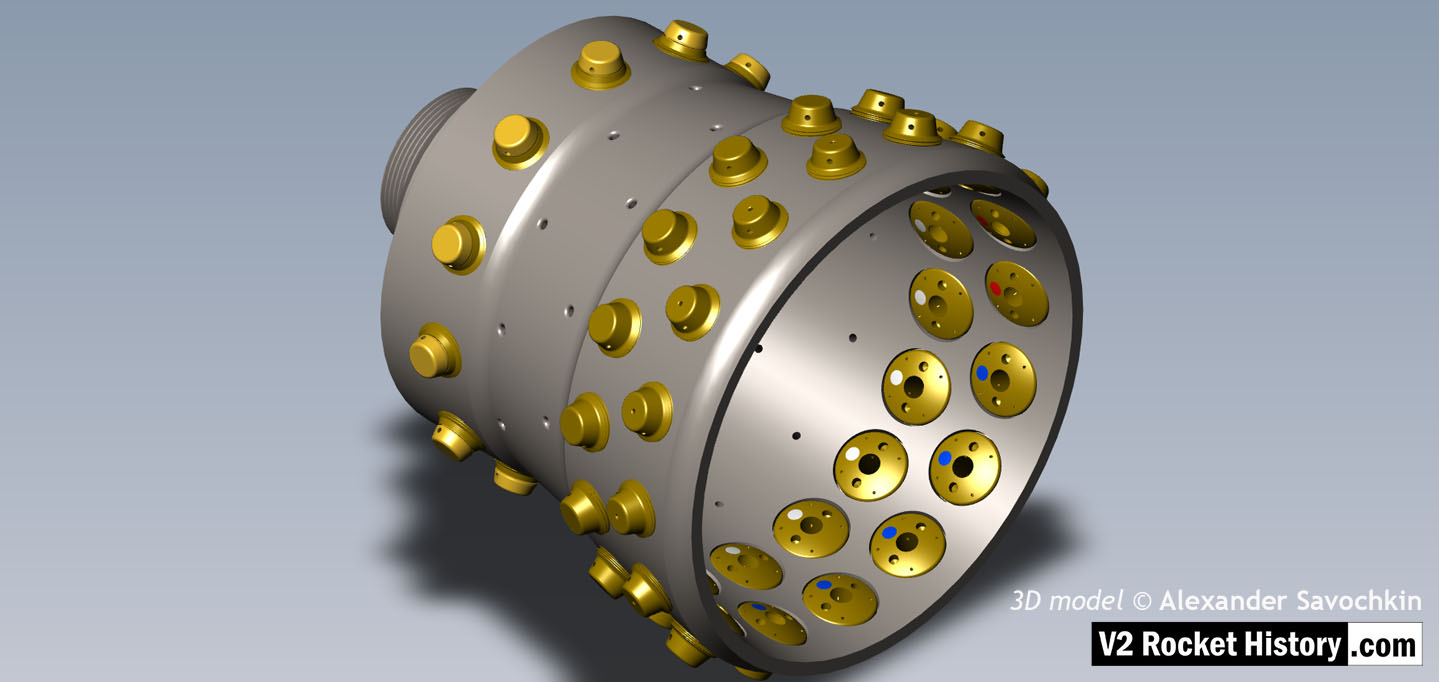
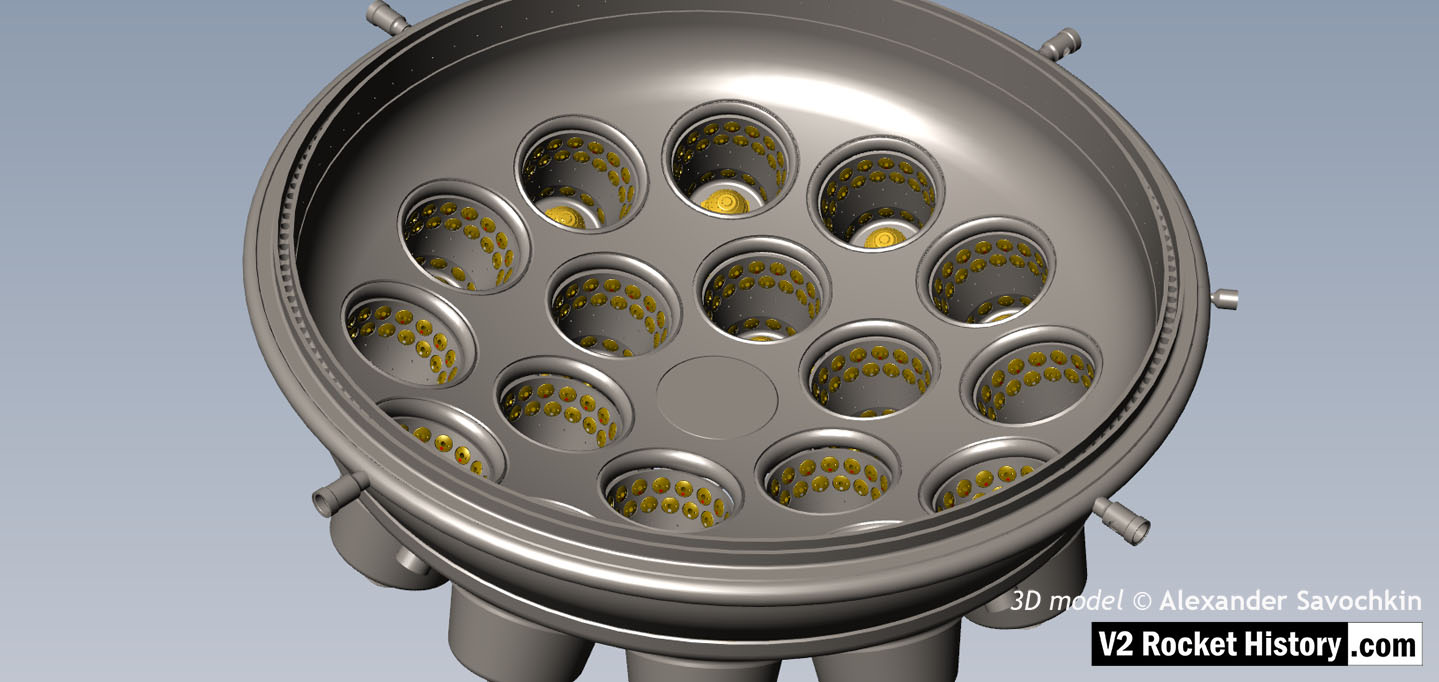
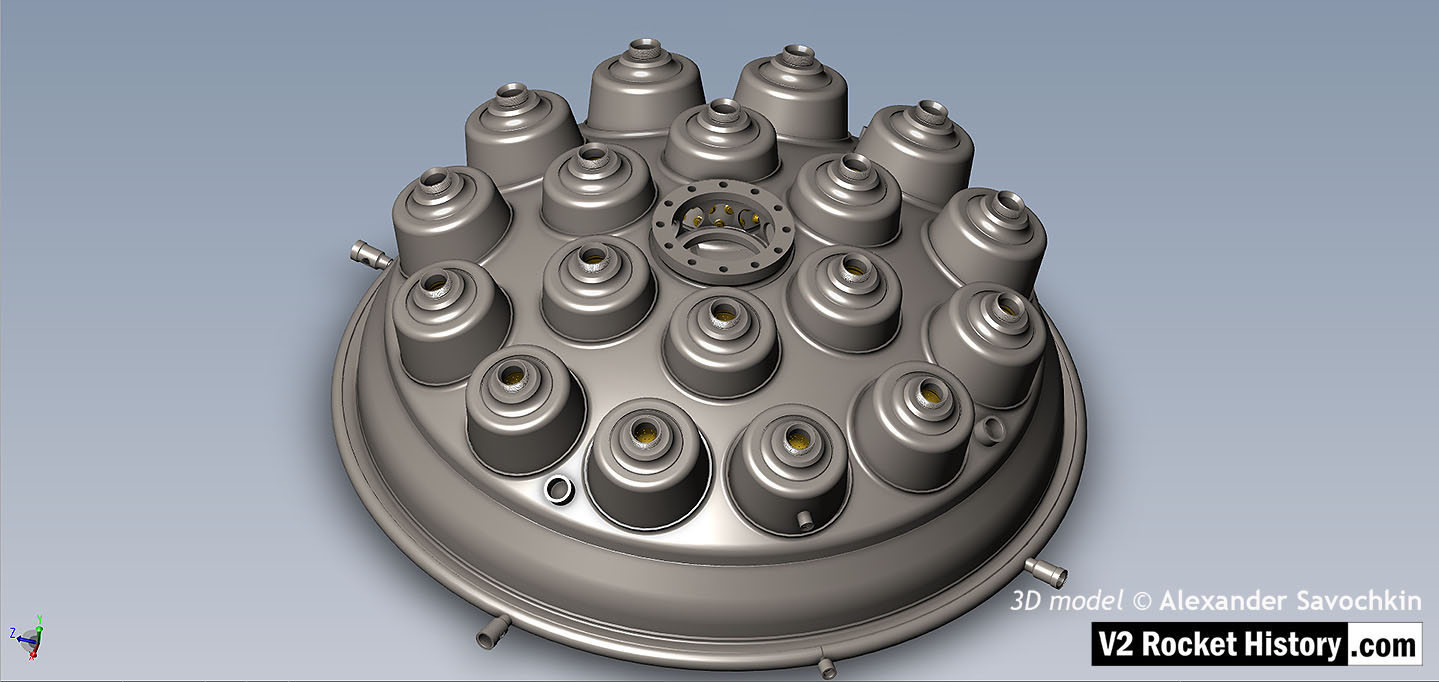
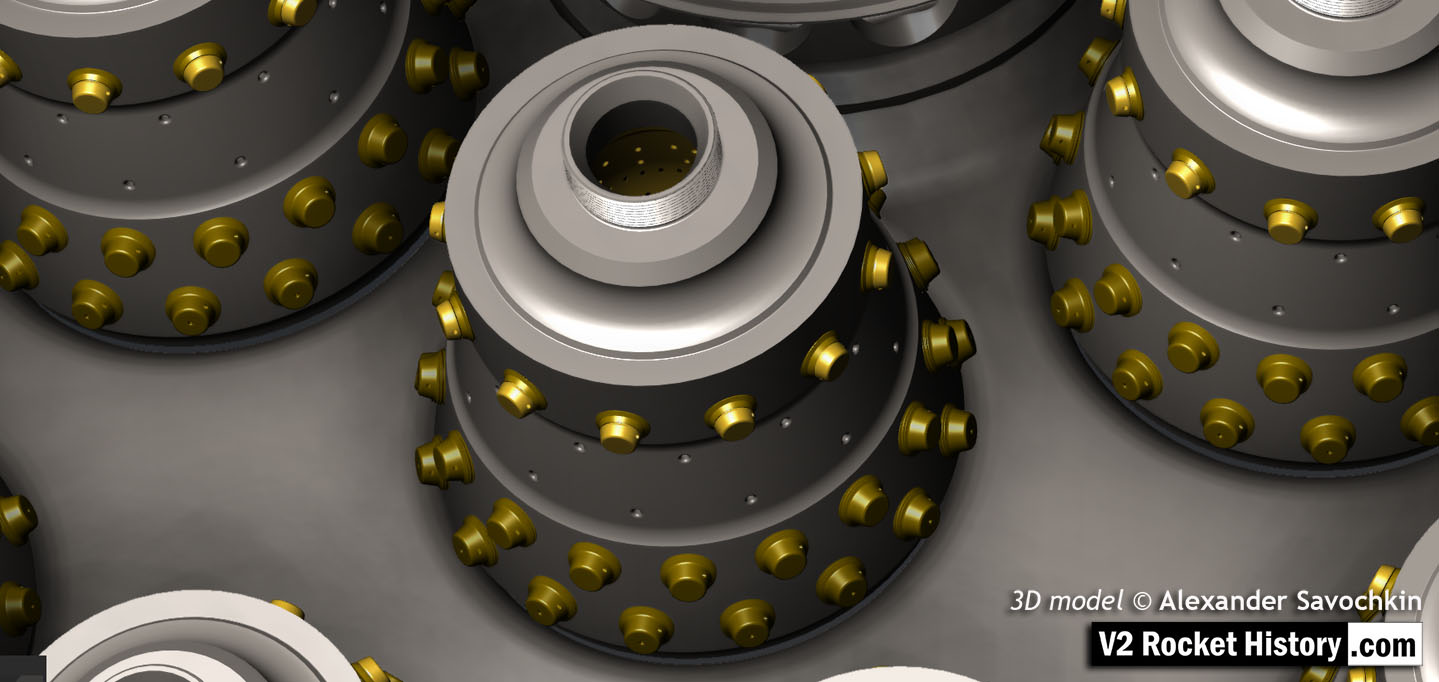
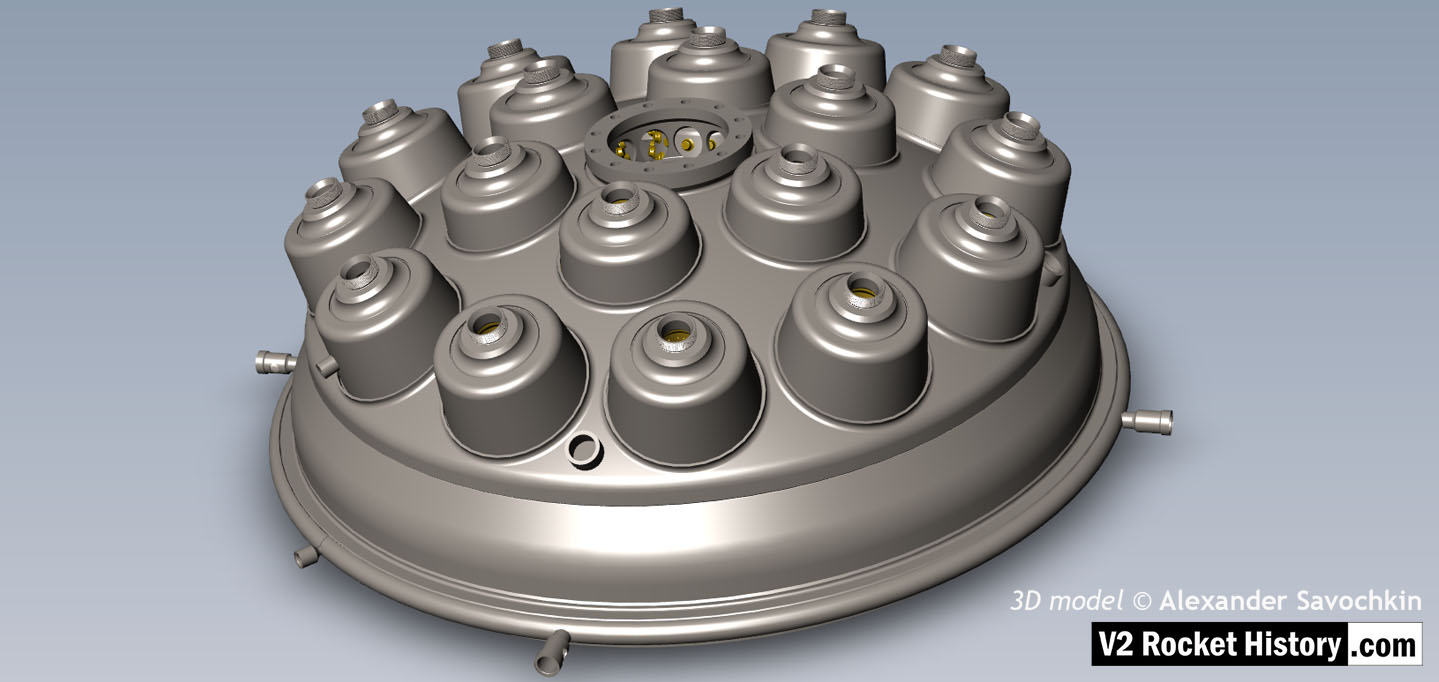
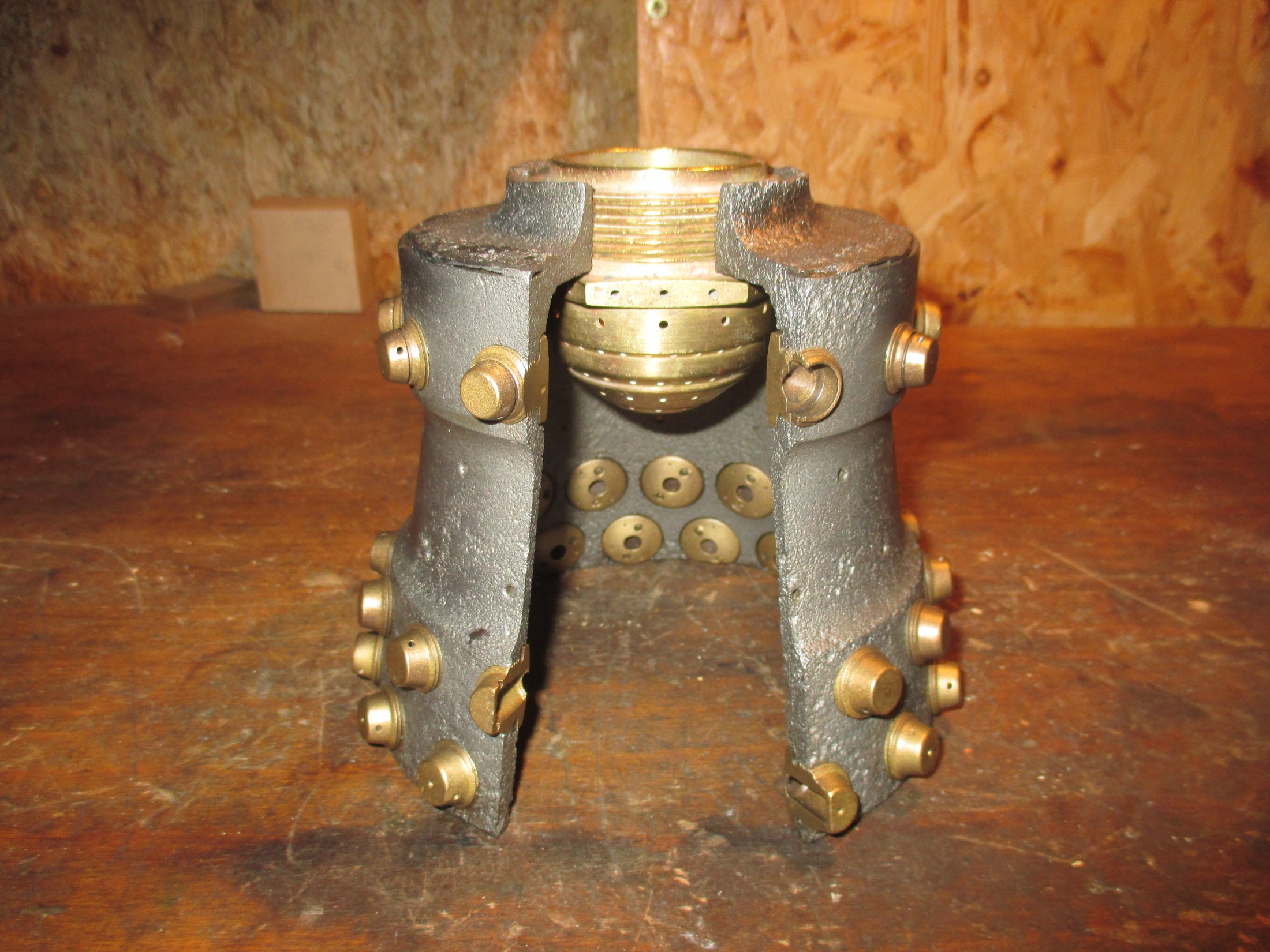
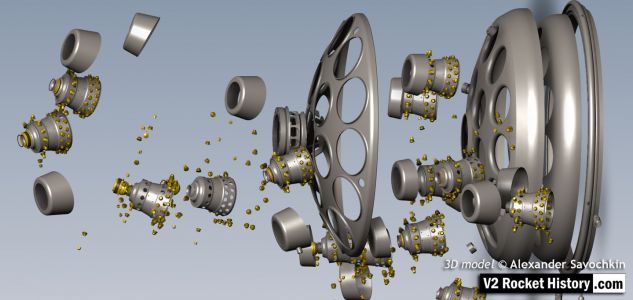
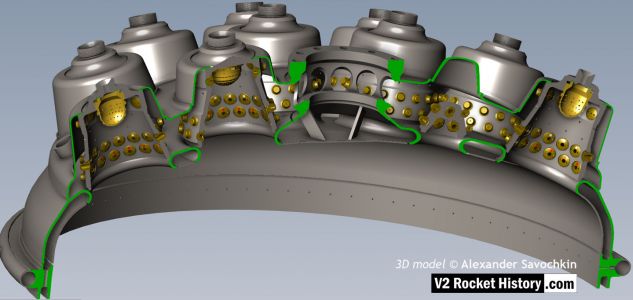
Anatomy of the V2: 18-pot injector head
Askania rudder servo ‘Rudermaschine LRM 3’
Askania rudder servo ‘Rudermaschine LRM 3’
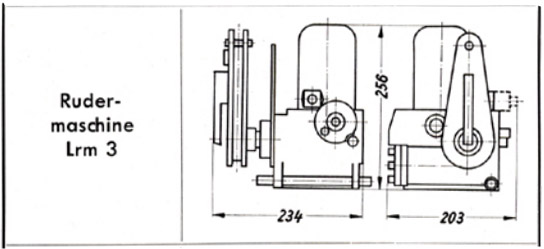
A schematic drawing of the Askania rudder servo ‘Rudermaschine LRM 3’showing the critical compact dimentions of the device making it ideal for retro fit projects for smaller aircraft.
Control compartments 1 & 4
Control compartments 1 & 4
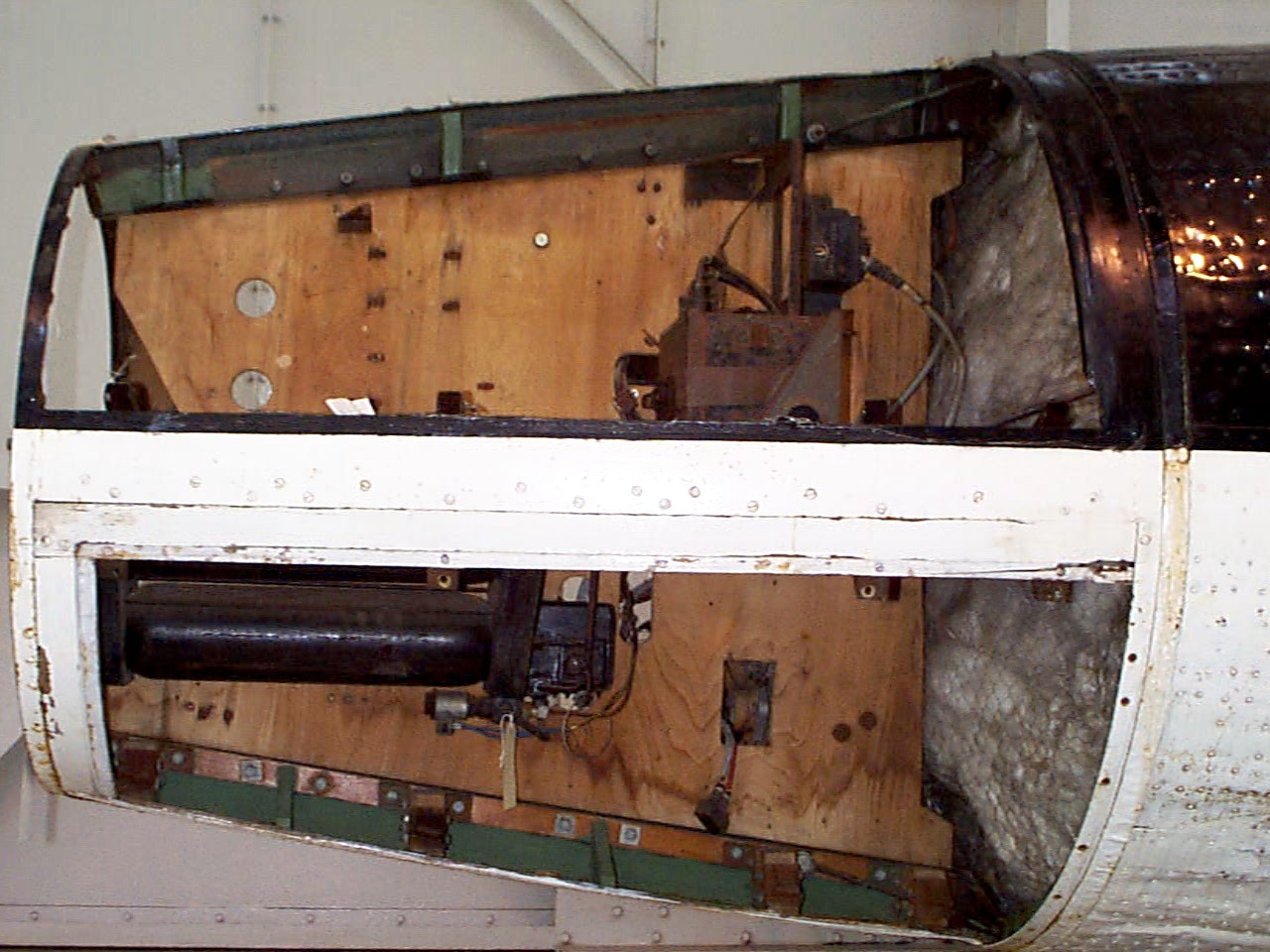
Control compartments 1 (upper) & 4 (lower) Image copyright Imperial War Museum
| Album | Equipment bays |
| Category | Missile guidence |
LEV-3 Horizont and Vertikant gyroscope system 1940
LEV-3 Horizont and Vertikant gyroscope system 1940
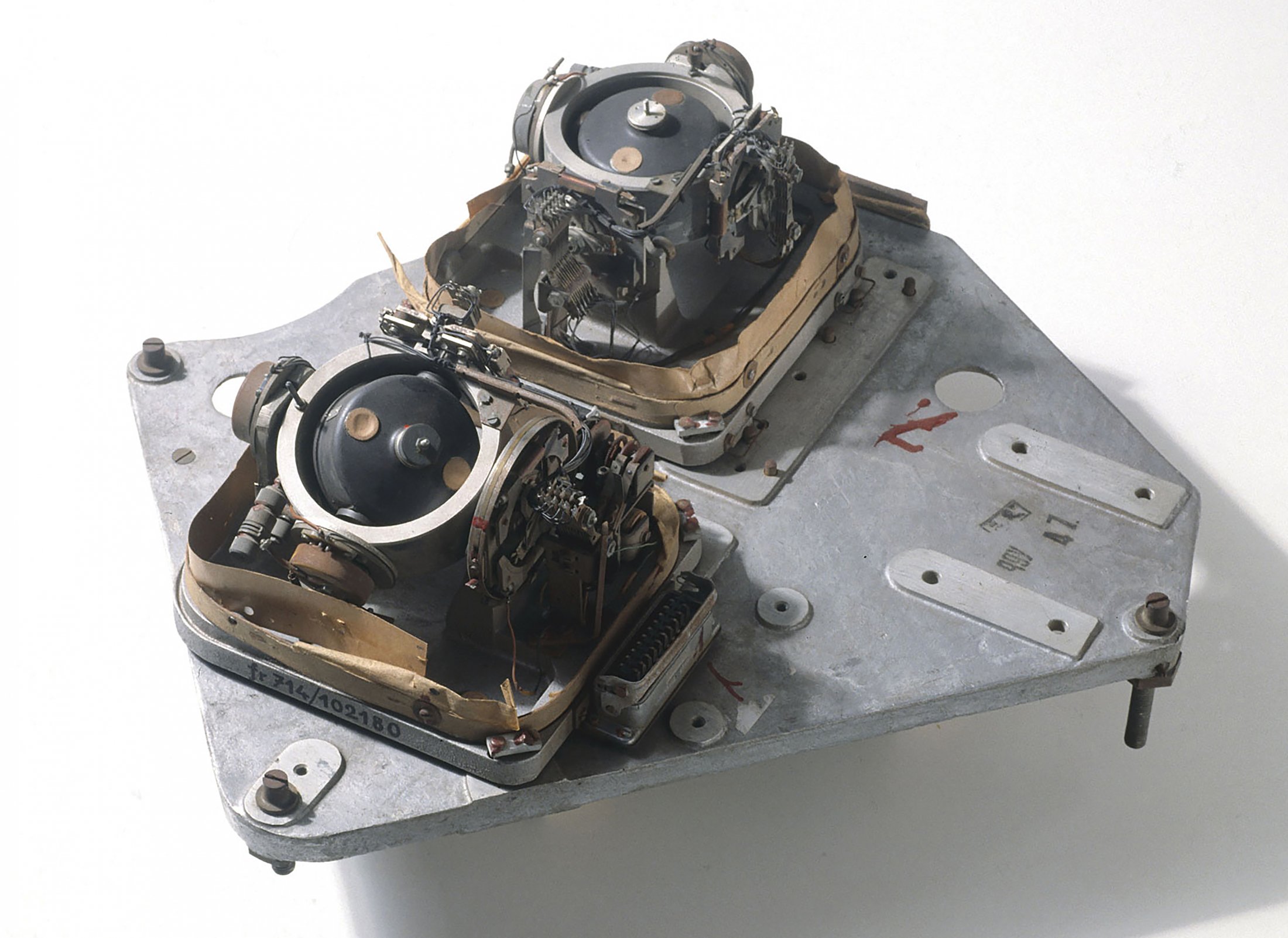
LEV-3 V2 missile gyroscope system with mounting plate. The third component of this system, the Muller gyroscopic accelerometer, is missing – the 2x mounting points can be seen on the right-hand side of the mounting plate.
| Album | Missile guidance equipment |
| Categories | Missile guidence, Sub-assemblies |

Remains of 36 volt battery cells used on the V2 to power onboard equipment. ©THBC
Remains of 36 volt battery cells used on the V2 to power onboard equipment. ©THBC
Photo shows rare surviving complete set of 8 lead acid battery cells from one of the V2 rocket’s 32 volt (100 amp) lead acid batteries. Two sets of batteries like this were used to provide the direct current (DC) voltage used aboard the V2 missile to power the DC to 3-phase alternating current (AC) generators, that in turn, powered the gyroscopes, electro-hydraulic servos, trim motors and other vital guidance and control devices. Photo copyright: The Horst Beck Collection
A4-V2 control surface servo and trim motors. ©THBC
A4-V2 control surface servo and trim motors. ©THBC
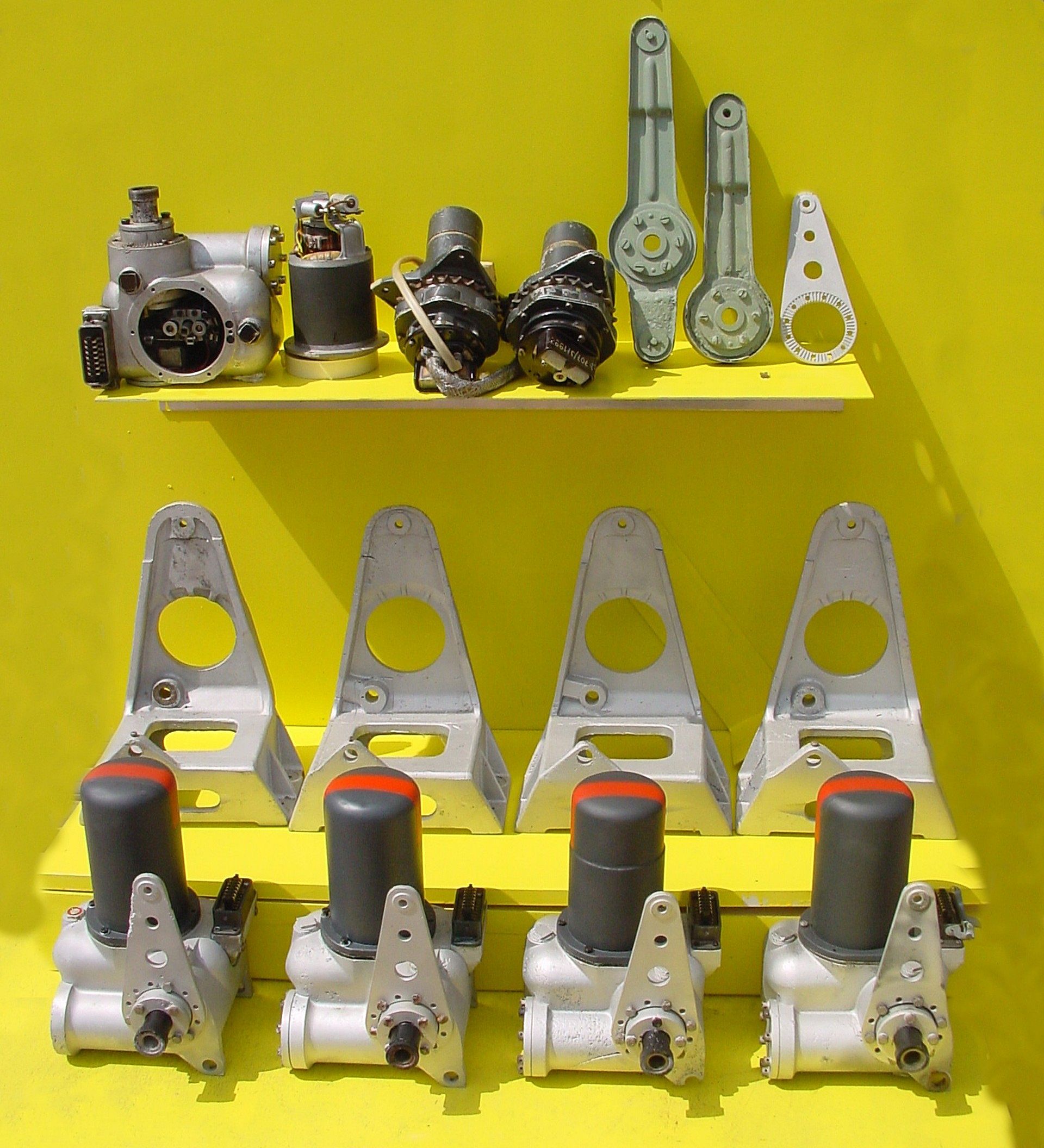
Photo shows a unique display at the Horst Beck Collection (HBC). Over many years Mr Horst Beck has painstakingly acquired and restored many A4-V2 missile parts – and in some cases, reassembled them into complete sub-assemblies. Shown here is part of the collection’s hydraulic servos and trim motor parts display. In the foreground we see four hydraulic servos, and behind them their A frame mounting ‘chairs’. The top shelf, from left to right, shows a servo with motor removed (and placed on its right). In the middle, two trim motors and chain sprocket gear-boxes for the aerodynamic trim surfaces on the trailing edge tips of fins 2 and 4. Next the pale green crank levers, the first longer one is for the hydraulic servo that controls the jet vanes and trimmers on fins 1 and 3. The shorter version minus the top horn, is used on the servos for fins 2 and 4. The last, silver coloured item,os a servo stabiliser (all the servos shown have one already fitted). Photo copyright: The Horst Beck Collection

A4-V2 air rudder detail. ©THBC
A4-V2 air rudder detail. ©THBC
Photo shows restored air-rudder and fin detail. The grey painted barrel-strainers are both adjusted independently to reduce slack in the drive chain and avoid introducing a deflection bias in the air rudder. The 1.9kg counterbalance weight normally located at the top of the trim fin (or air rudder) is missing in this presentation. This excellent restoration is the work of Horst Beck. Photo copyright: The Horst Beck Collection

Detail of fin 2 or 4 showing trim motor and drive chain
Detail of fin 2 or 4 showing trim motor and drive chain
Photo shows partially restored air-rudder and fin detail. The image on the left shows the relationship of the trim motor to the air rudder drive shaft on fins 2 and 4. A chain similar in gauge to the type used on a push-bike and yet, at the other end of the shaft, the chain transmitting the torque of the trim motor to the air-rudder drive sprocket has a heavy gauge chain similar to that found on a 1000CC motor-cycle! This excellent restoration is the work of Horst Beck. Photo copyright: The Horst Beck Collection

Restored graphite vane thrust ring support housings. ©THBC
Restored graphite vane thrust ring support housings. ©THBC
Photo shows four restored graphite jet vane support blocks and bearing housings. The round plates we can see here act as heat sinks and allow heat to radiate away from the support block and bearing to help prevent expansion due to relatively rapid and uneven temperature distribution accumulation. The graphite vanes were quite brittle and cracking caused by rapid and uneven expansion could cause the vane to disintegrate. The area around the graphite vanes was exposed to the accumulation of heat not merely as a result of duration of the motor burn time but temperature was also increased at higher rates as the jet plume expanded with the decreasing atmospheric pressure as the missile gained altitude. This excellent restoration is the work of Horst Beck. Photo copyright: The Horst Beck Collection

A4-V2 50 volt command or signalling battery. ©THBC
A4-V2 50 volt command or signalling battery. ©THBC
Photo shows rare surviving 1.2 volt cell from the V2 missile’s 50 volt command or signalling battery used in its gyro guidance system (note, the terminal connection on the left is missing from this exhibit, it would be identical to the one on the right). This wet nickel-cadmium battery cell was combined in pairs to a total set of 21 providing a 50.4 voltage at 300mA. The cells were contained in a wooden box that was held on a rack in equipment bay III. Its function was to provide the direct current (DC) signalling voltage that communicated the moment to moment resistance of the gyroscope’s potentiometers to the analog guidance computer (Mischgerät = Mixer-device or control amplifier) aboard the V2 missile. It was critical that the signalling voltage was maintained between 48 and 50.4 volts. Photo copyright: The Horst Beck Collection

Impact wreckage of electro-hydraulic jet vane servo
Impact wreckage of electro-hydraulic jet vane servo
Wreckage of hydraulic servo from fin 2 or 4 of V2 missile that fell on a farm in Essex in March 1945. The motor has been removed and we can see details of the oil gear pump and valve control gear. The 3 position electromagnetic relay switch is visible at the 7 to 8 o’clock position within the open aperture. The push rod that connects the relay to the gear pump valves is also visible as a short brown coloured rod with a fine wire connector at each end, running in towards the gear-valves from the 9 o’clock position. The point that provides electrical current for the motor (which runs all the time and in one direction only) can be seen at the three o’clock position. The black housing has two sets of brass tongues that receive the matching brass spades mounted on the base of the motor for power input. The motor drive shaft has a female square socket coupling to connect the motor to the middle drive gear of the gear pump. A small portion of the square drive shaft of the central gear can just be seen in the photo – in the centre of the valve control block.
Muller Mechanical Integrating Gyroscopic Accelerometer
Muller Mechanical Integrating Gyroscopic Accelerometer
The Muller mechanical or Pendulous Integrating Gyroscopic Accelerometer – today normally referred to as a PIGA. Designed by Fritz K Muller.
The J device, no1 (J Gerate Eins) or Muller Mechanical Integrating Accelorometer. © THBC
The J device, no1 (J Gerate Eins) or Muller Mechanical Integrating Accelorometer. © THBC
The J device no1 (J Gerate Eins). The full name of this device is: the Muller Pendulous (or mechanical) Integrating Gyroscopic Accelerometer – today normally referred to as a PIGA. The device, designed by Fritz K Muller, operates as a switch to initiate rocket engine shutdown and is able to smoothly record and accumulate every moment of acceleration, without any kind of recording resolution or discrete time interval limit, of the rocket’s entire motor burn phase, and at the same time process this accumulated acceleration with respect to time as a gradually increasing velocity. In the case of the V2 missile, when the correct predetermined velocity is reached, the velicity sufficient to achieve the desired range of the missile, the device trips the relays that close valves that shutdown the supply of steam to the turbo-pump, and thus shutdown the rocket motor itself.

Hydraulic servo impact debris
Hydraulic servo impact debris
Hydraulic servo from fin 1 or 3 of the V2 missile, collected with other debris following a combat impact.
Fin and jet vane servo: Hydraulic gear pumps
Fin and jet vane servo: Hydraulic gear pumps
Two Askania (designed) hydraulic gear pumps – the examples shown here have two ceramic insulators with with Nichrome wire type heating elements. The heaters are located at each end of the pump on the long axis. The pump on the right still has its power supply wires attached and was easily repaired and restored to full function in our workshop.This type of pump (with heaters) seem to be rare among the debris of European combat impact sites but fairly common in debris collections emanating from research flights in Peenemünde and parts of Poland. An explanation maybe that the oil could be warmed up sufficiently simply by starting all four hydraulic gear pumps sooner in the pre-launch sequence. The only downside being that the already noisey missile would be making yet more noise in the risky period leading up to launch.
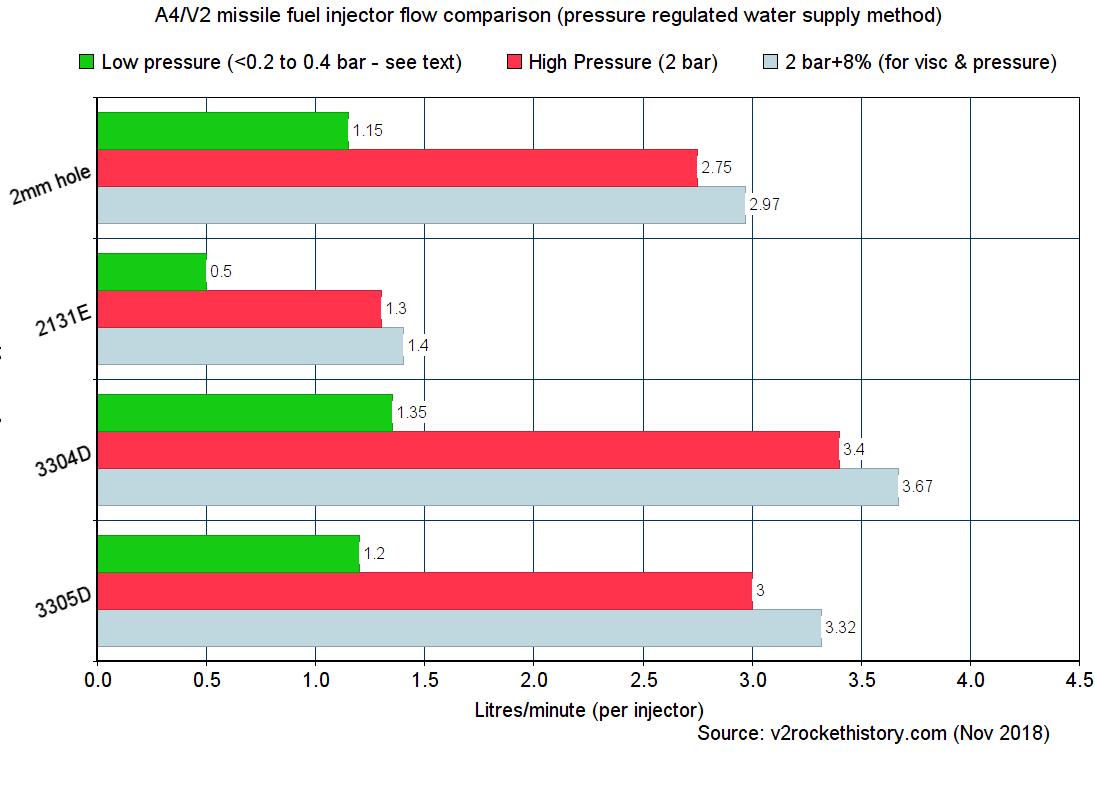
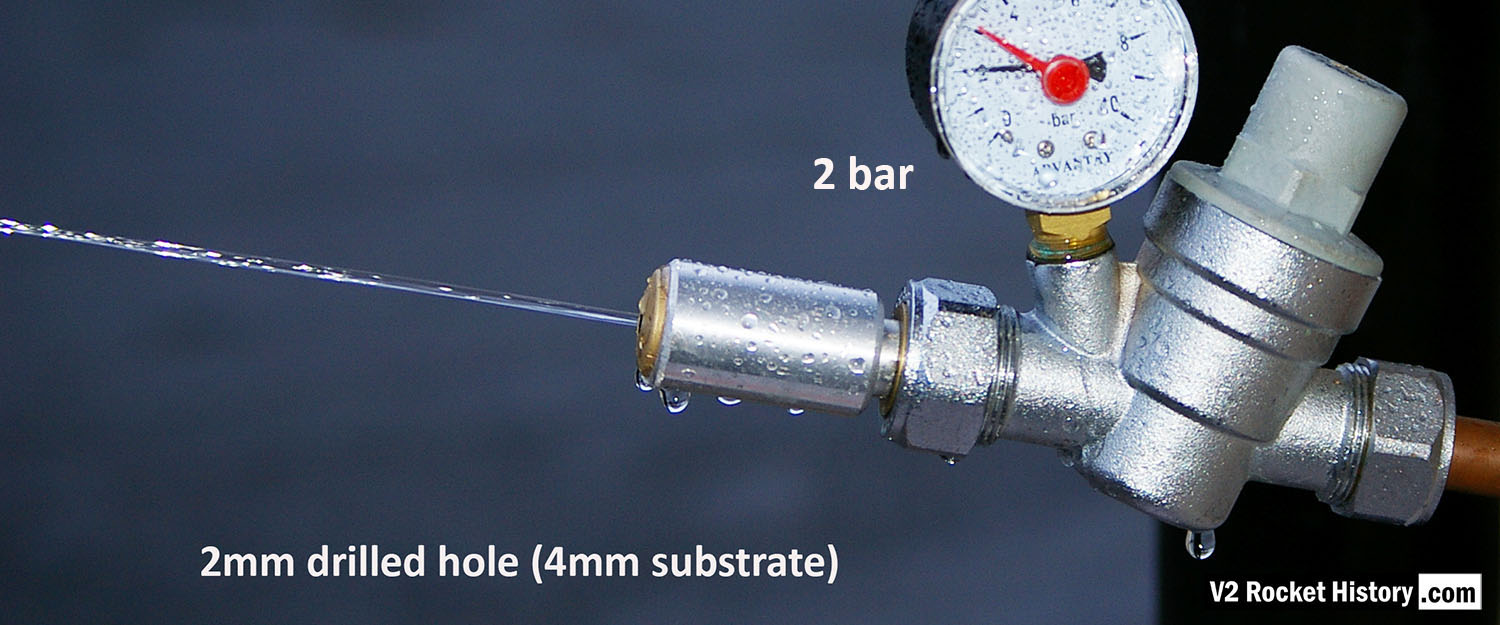
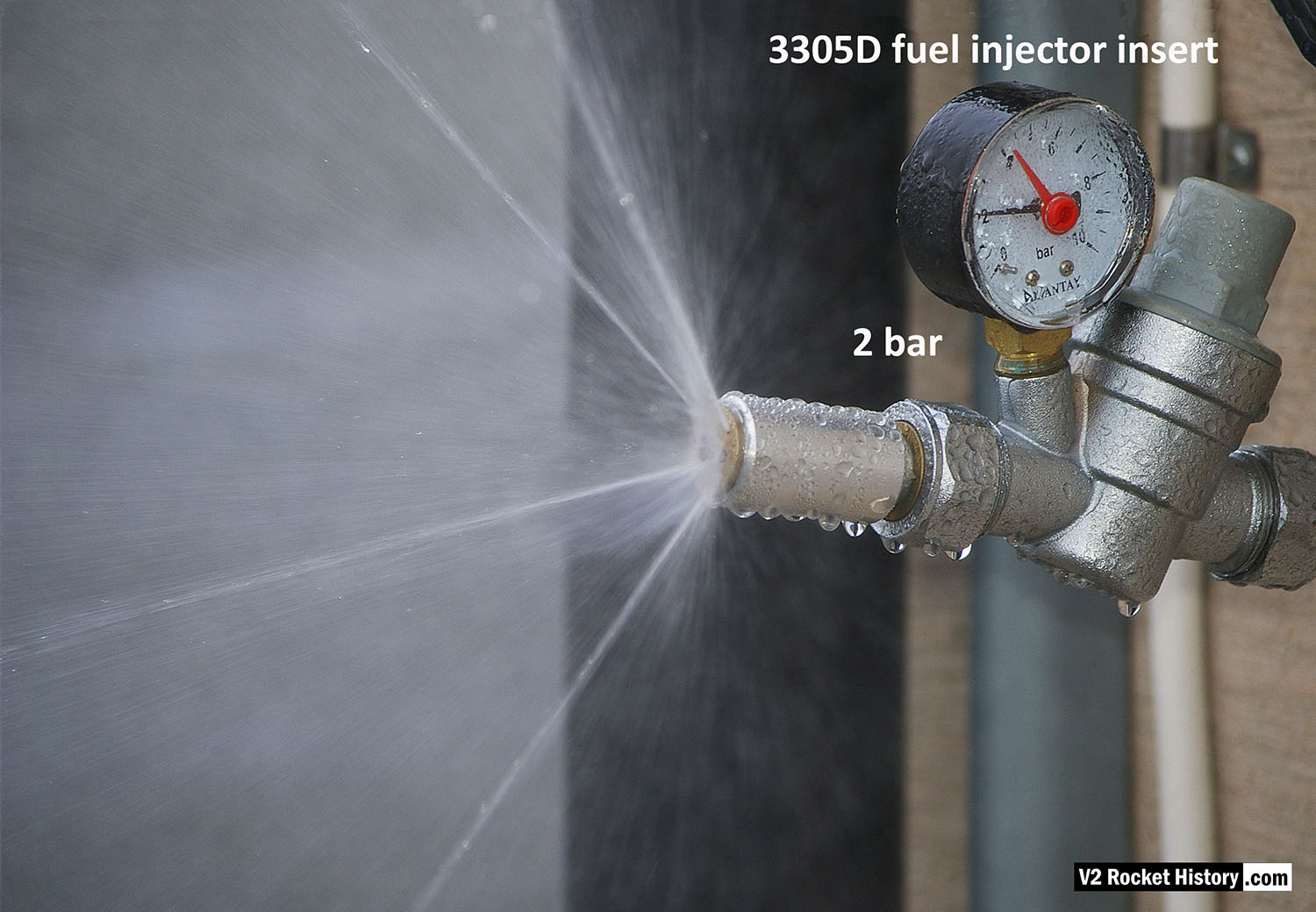
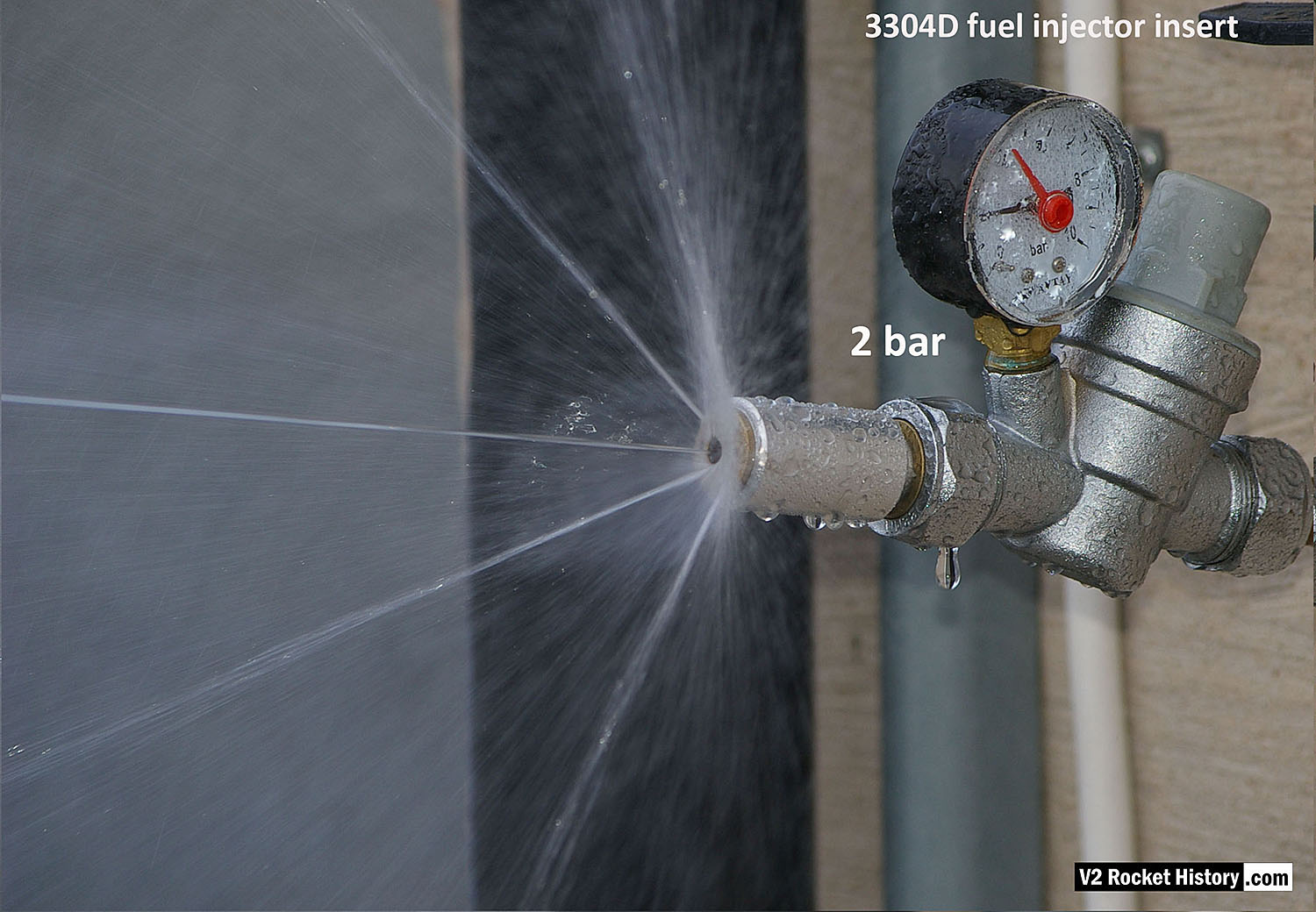
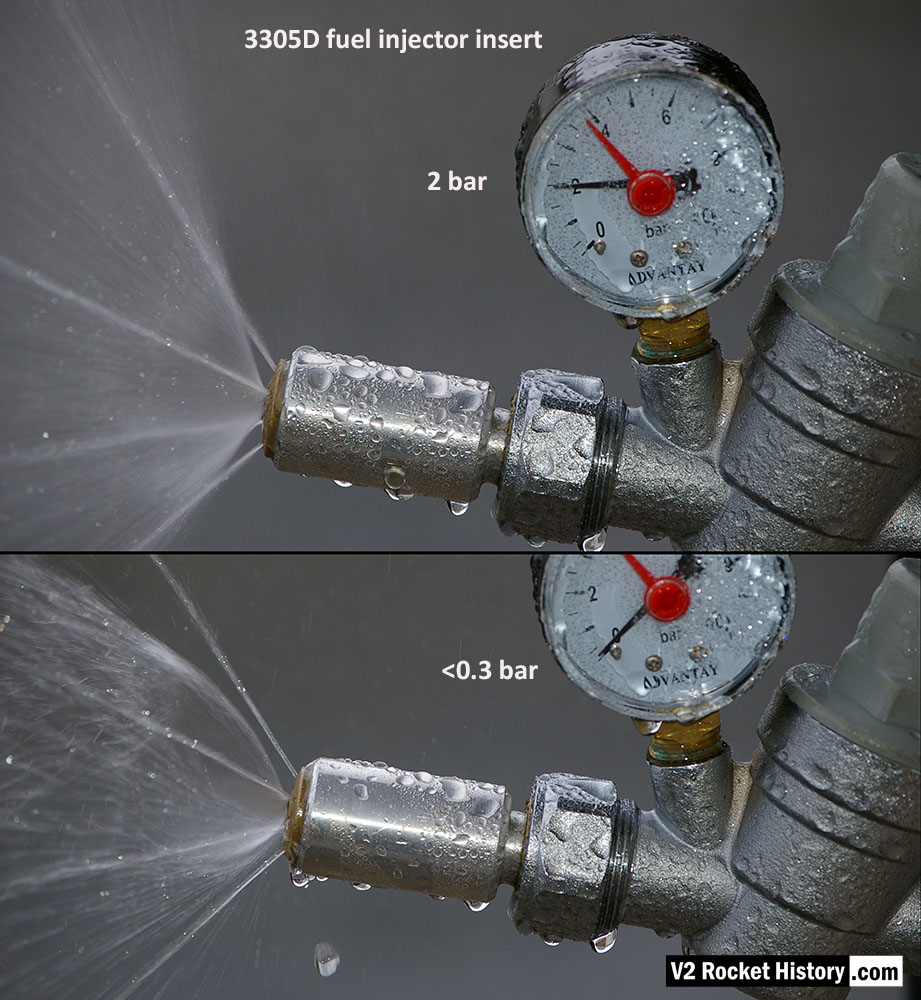
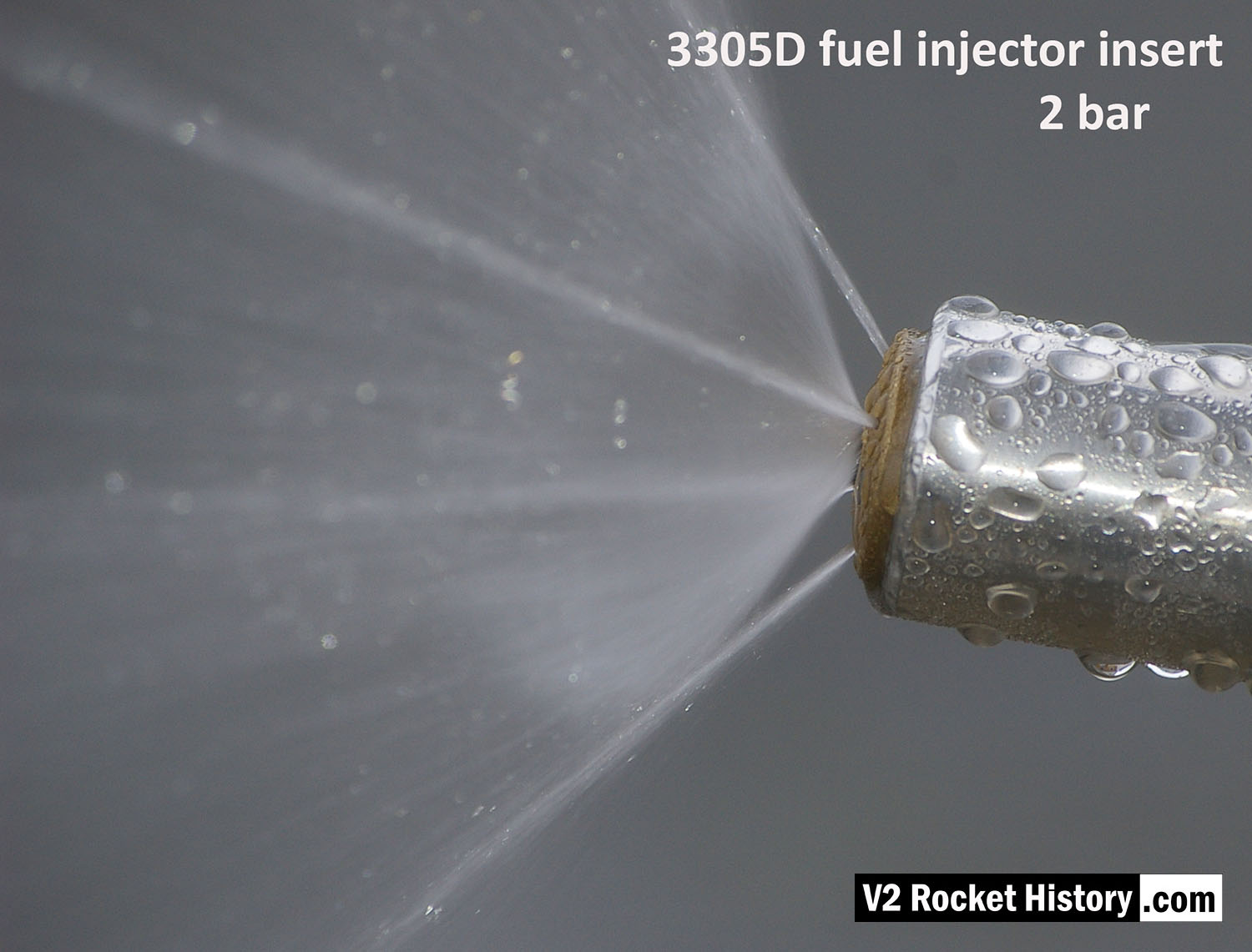
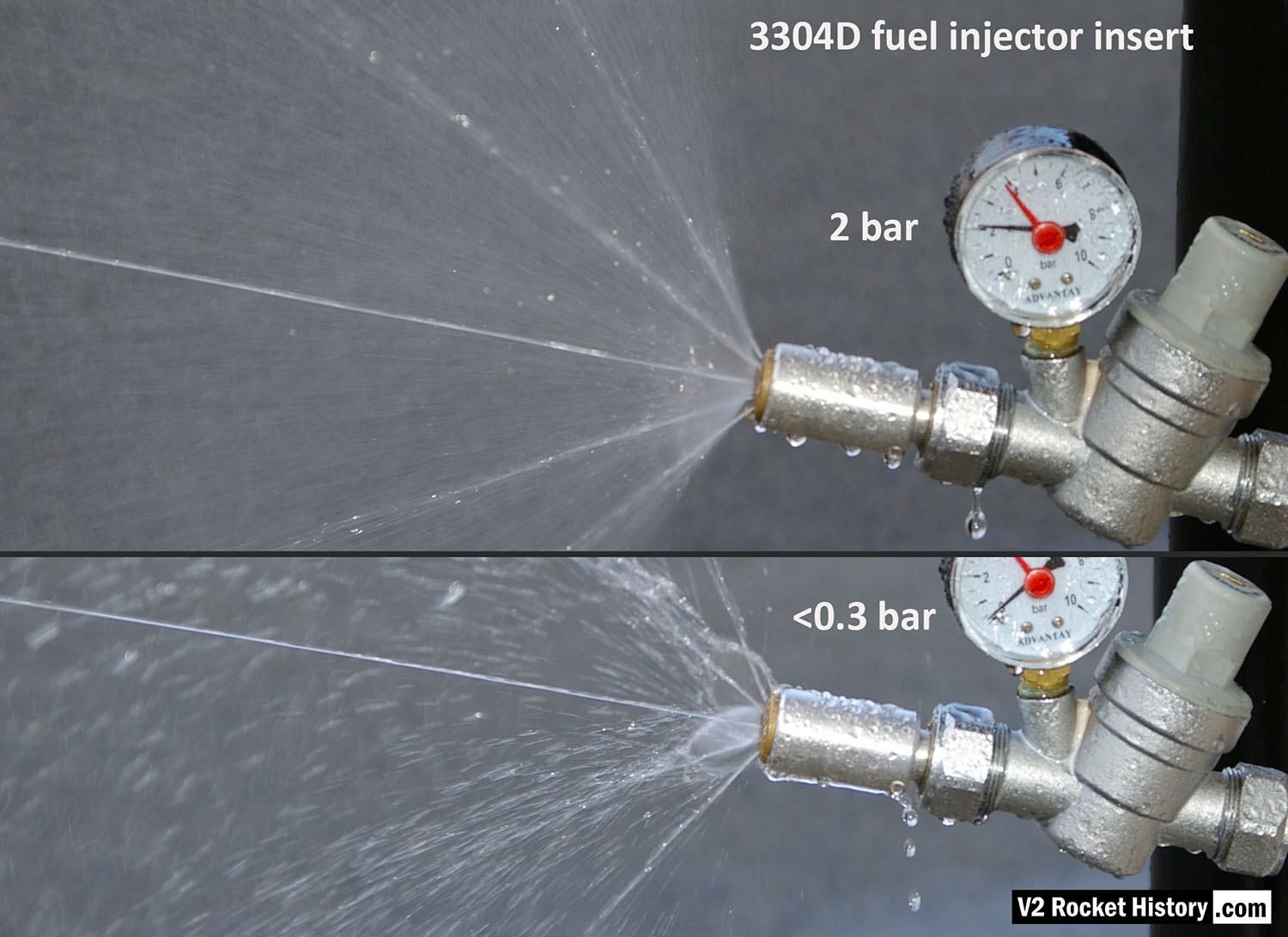
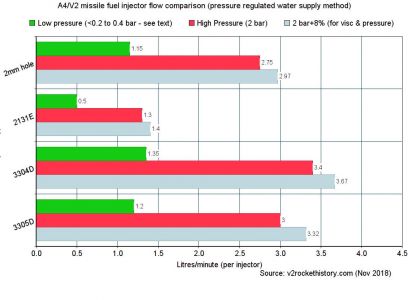
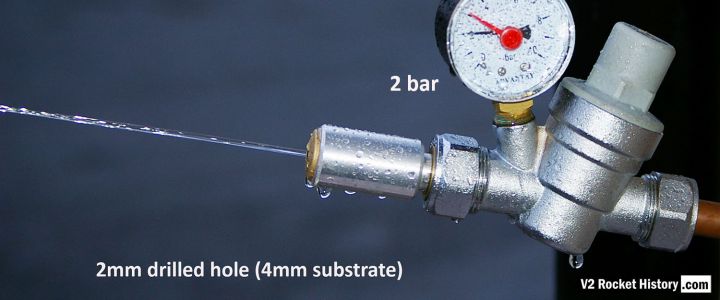
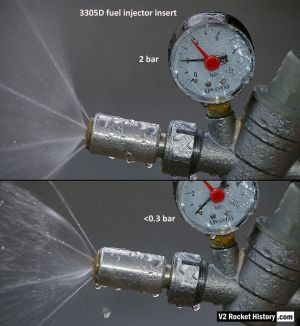
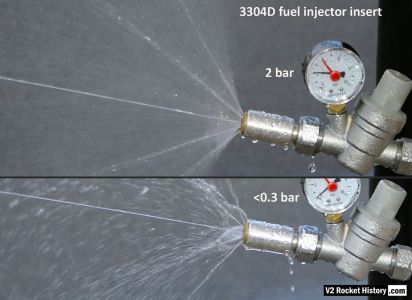
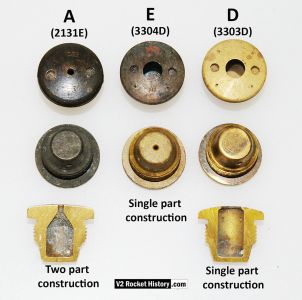
Testing fuel injectors









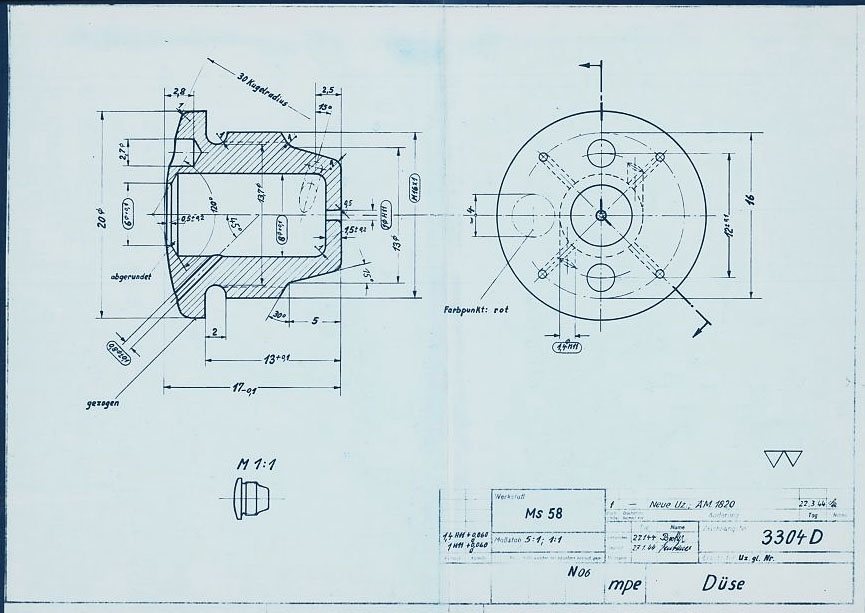
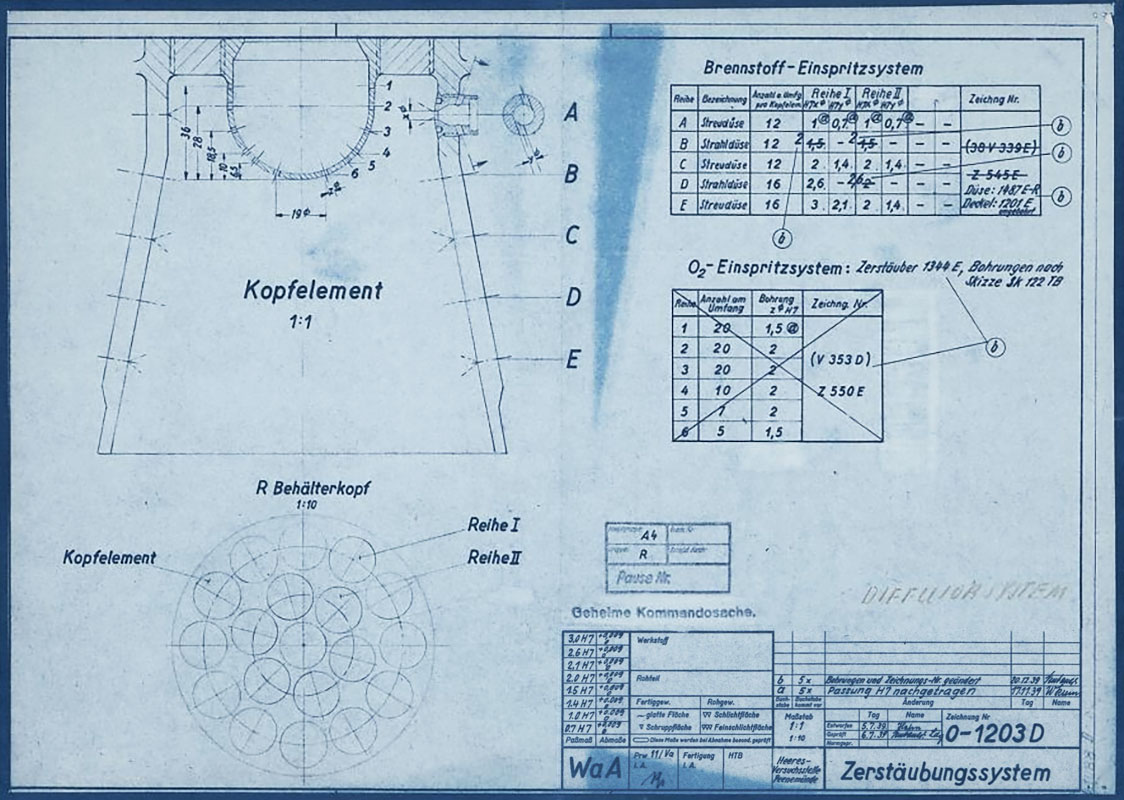
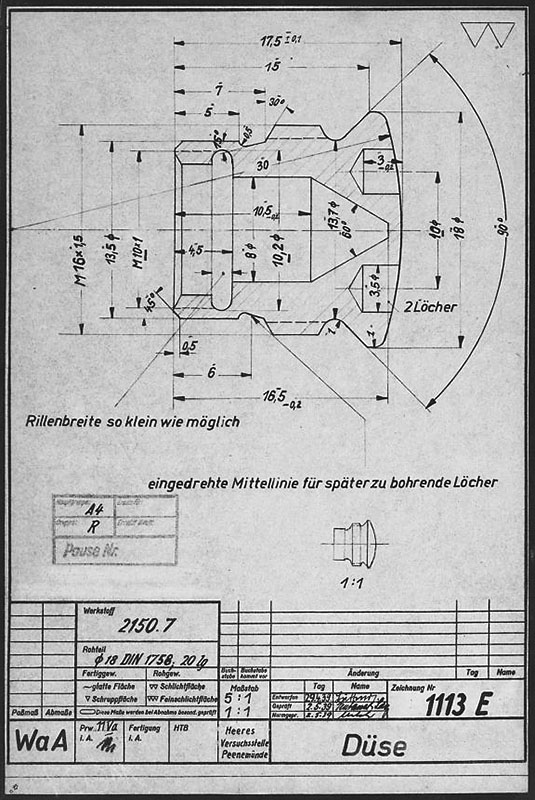

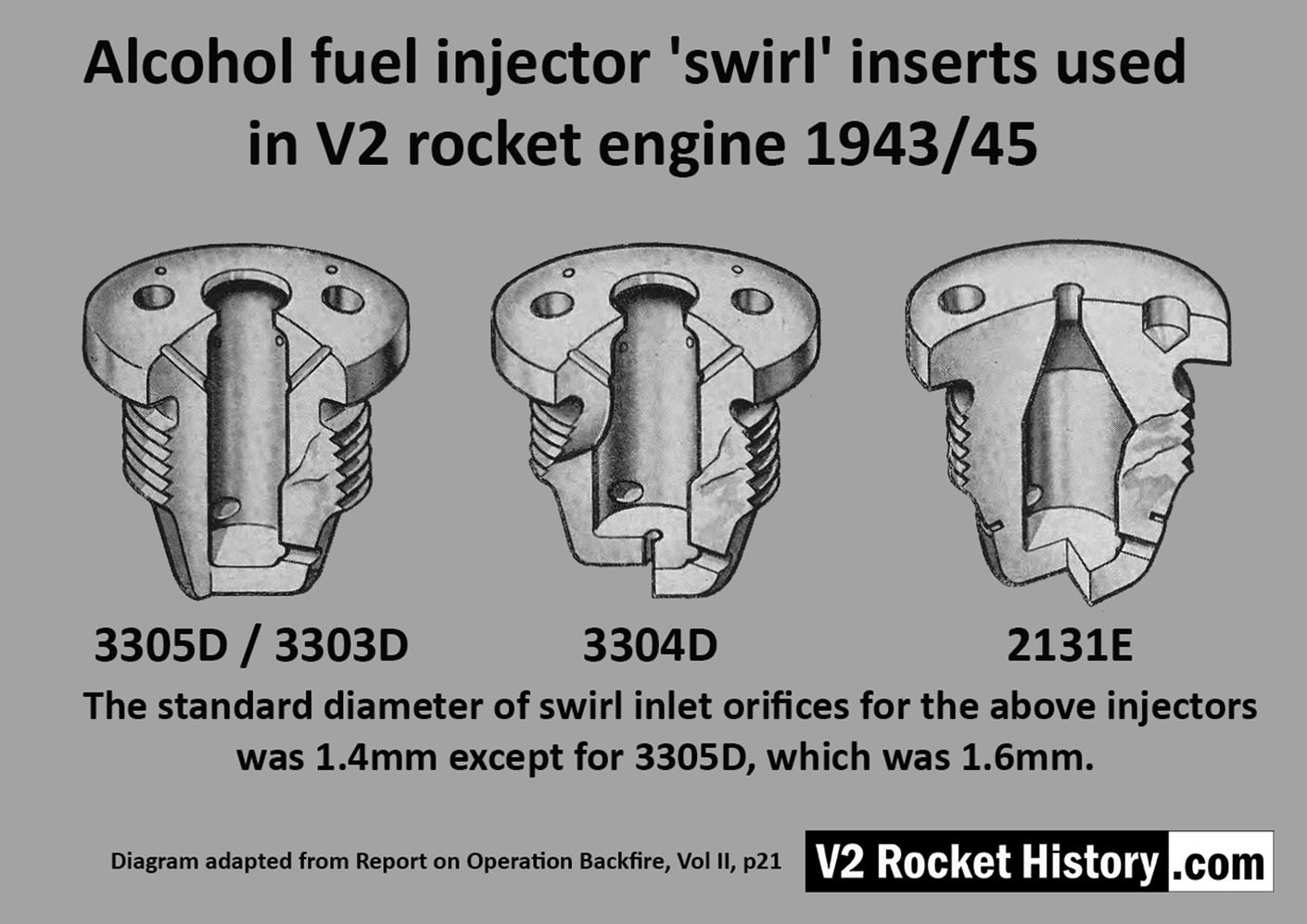


































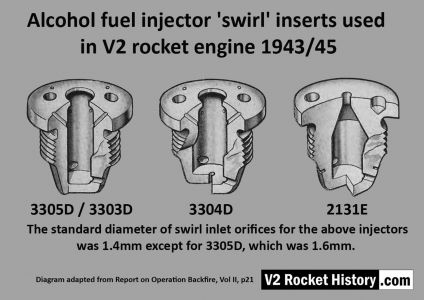


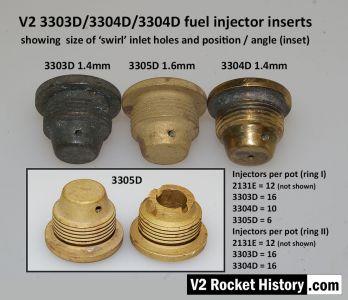














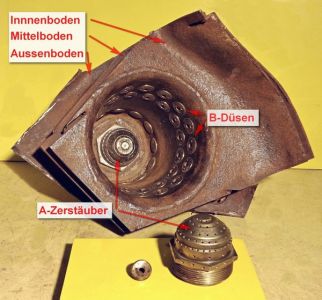


Description
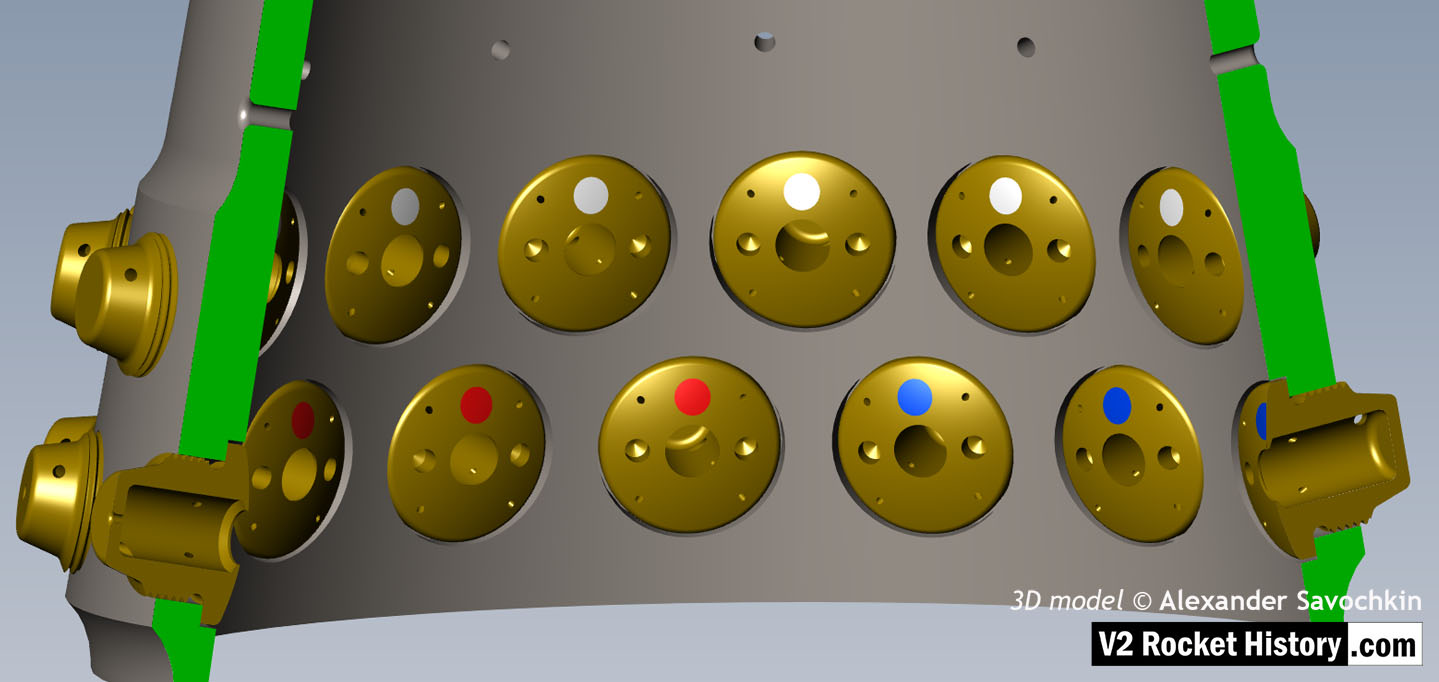
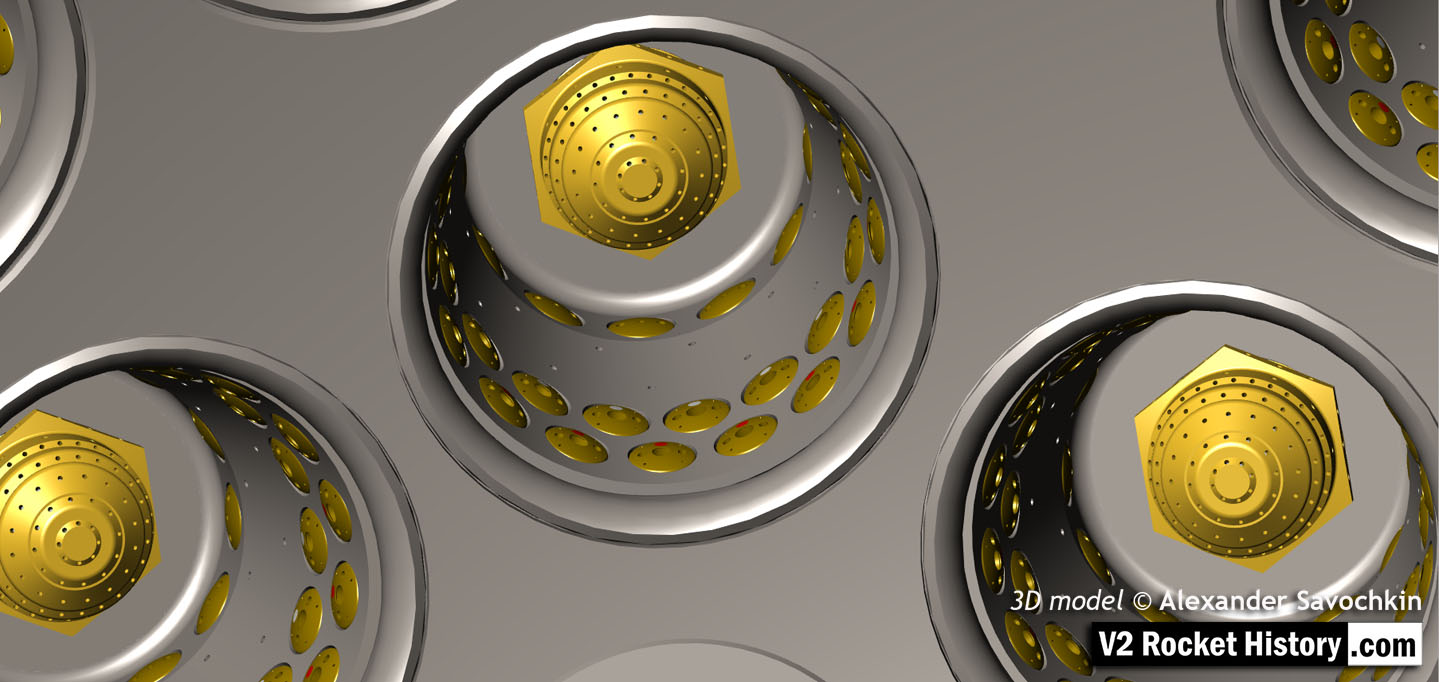
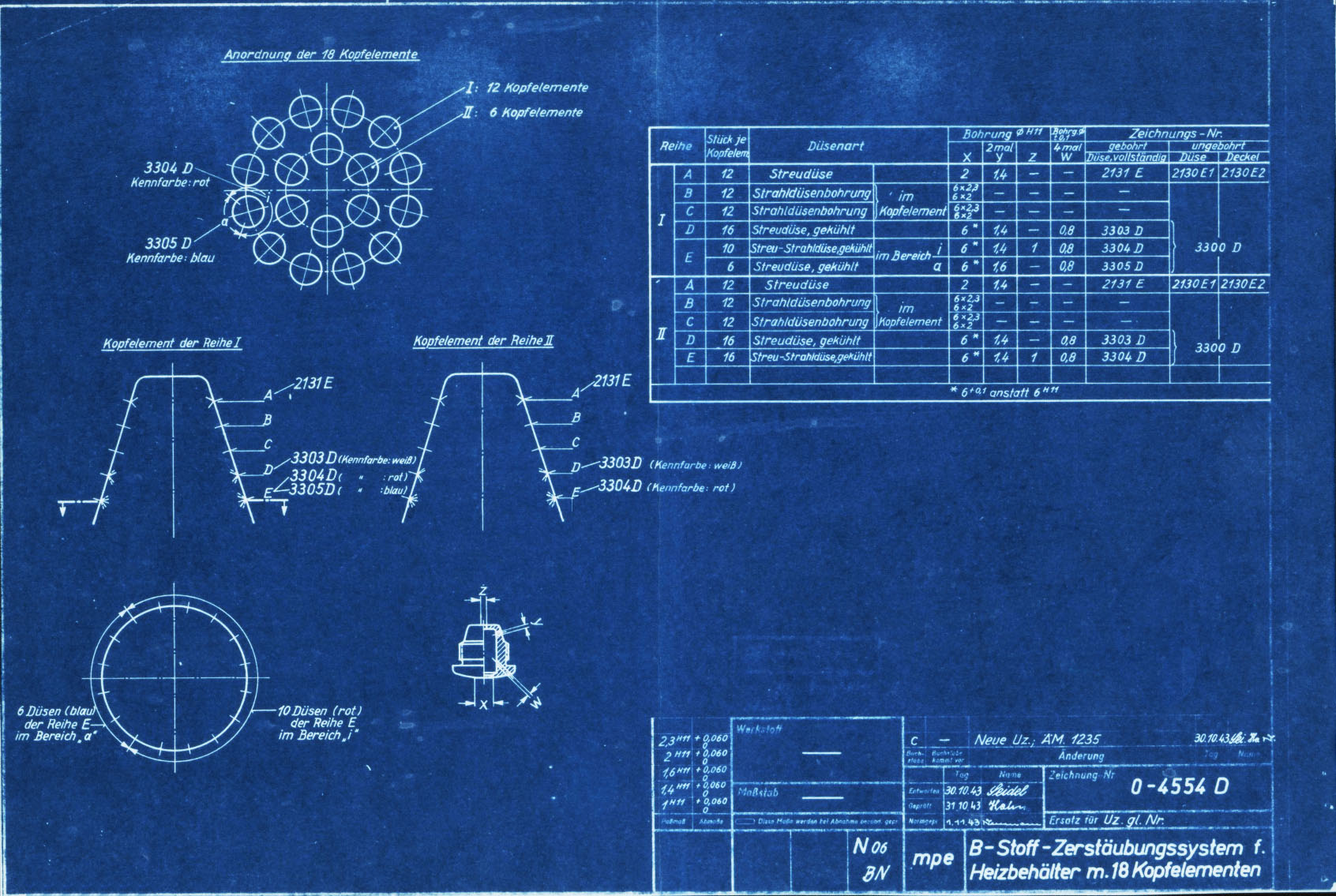
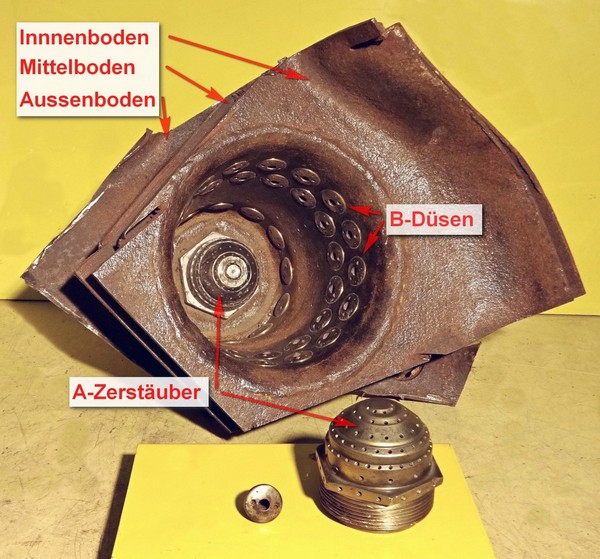
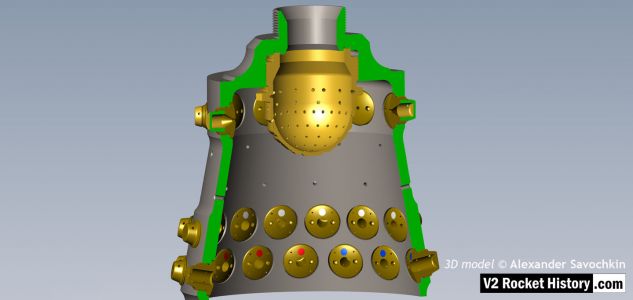
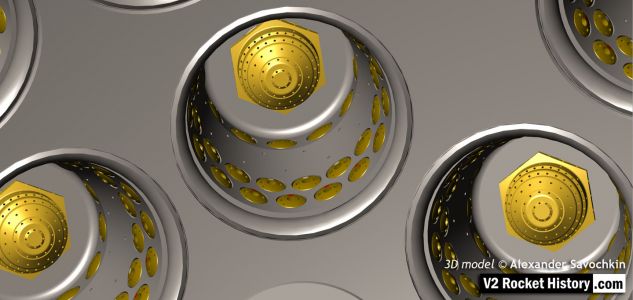
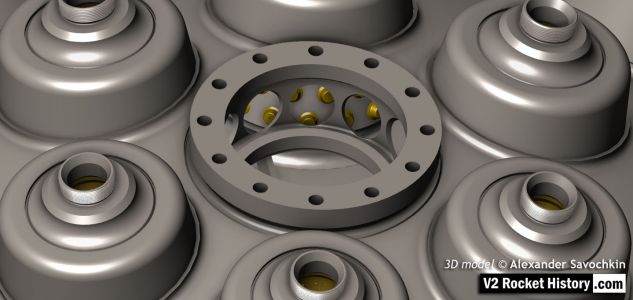
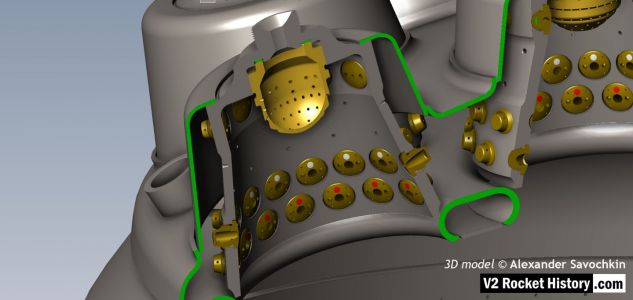
Relic of prototype A4 25-ton 1940/41 aluminium injector head basket (or pre-chamber) showing 68 copper alloy inserts in 5 rows. The standard configuration would later become 44 inserts in 3 rows 25 2mm diameter drilled holes in two rows situated at row 3 and 4 (counting from nearest the camera). Photo courtesy Host Beck Collection
Location
