
Archives: Gmedia Albums







Turbopump 3D CAD
3D CAD model images of the A4/V2 rocket engine’s steam turbine powered propellent pumps – all images by Ray Matter. To see Ray Matter’s blog 3D CAD modelling the V2 rocket turbopump introducing these images, just click the link.
Steam manifold case: Lid Removed
Steam manifold case: Lid Removed
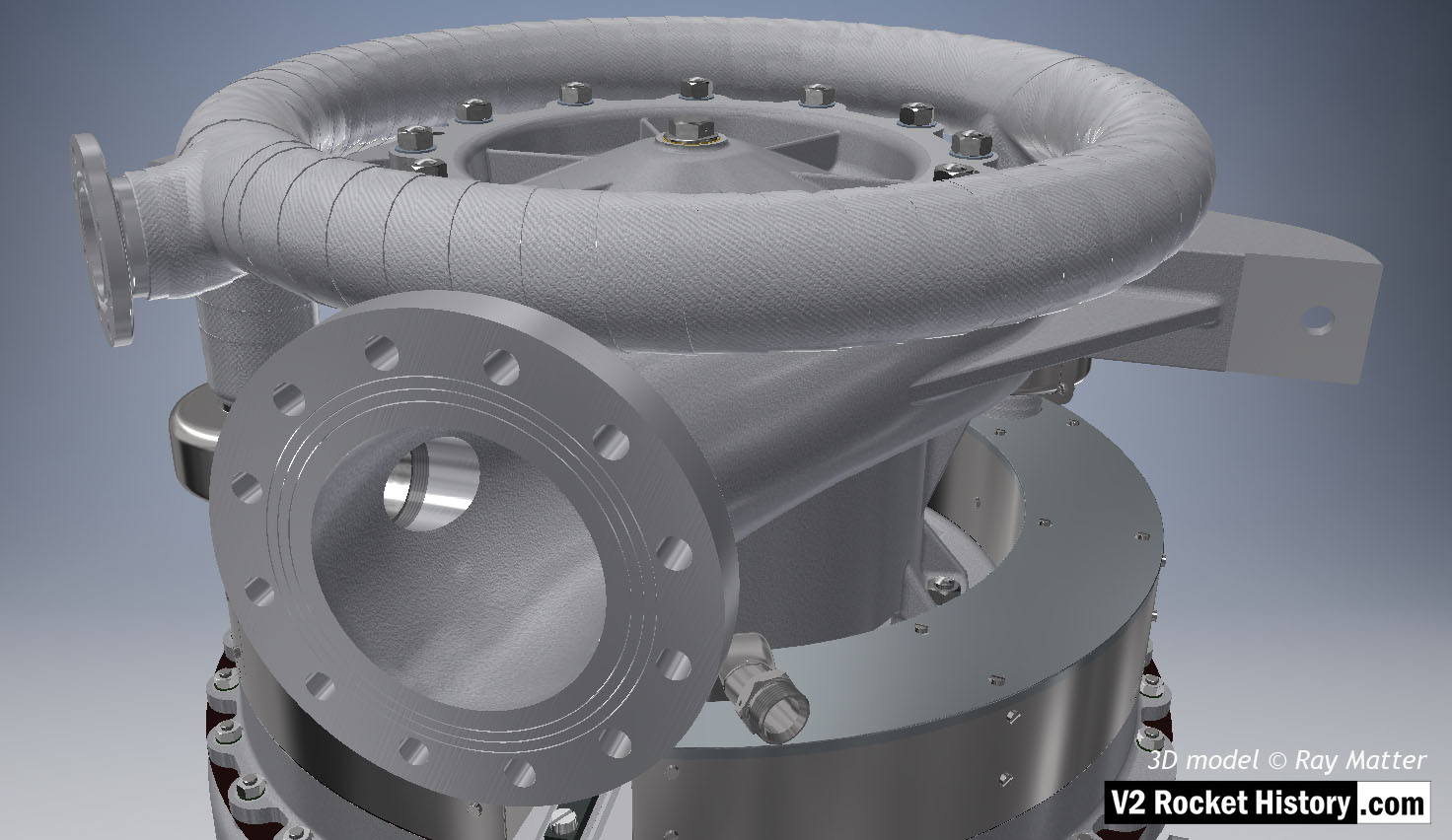
Close-up of turbine showing steel case with lid removed to show steam inlet ring manifold. The thin steel case that fits around the steam manifold mating flanges is clearly shown as is the wire restraint fastener locking system (see close-up in gallery). 3D model by Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
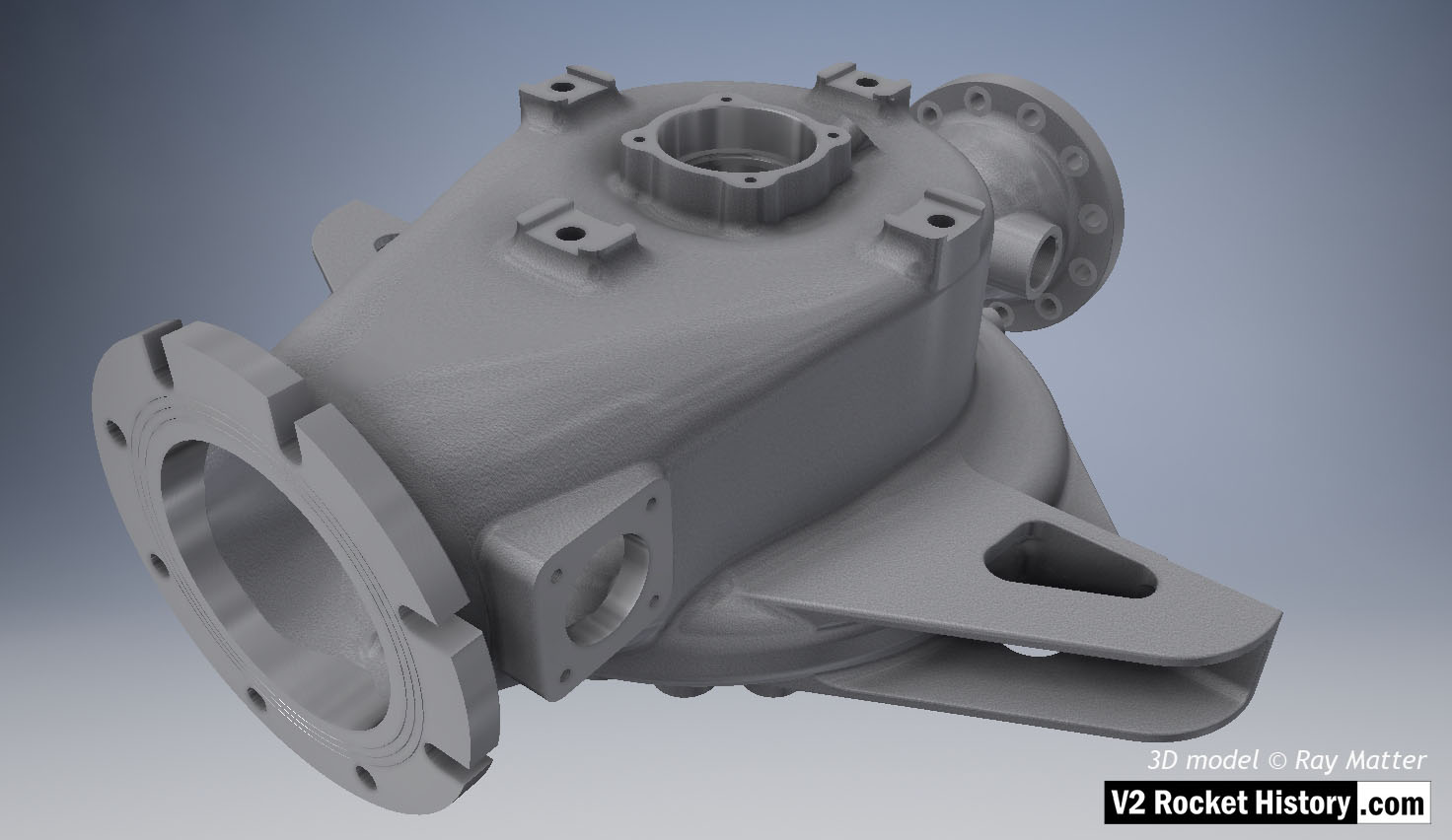
B Pump Housing 36
B Pump Housing 36
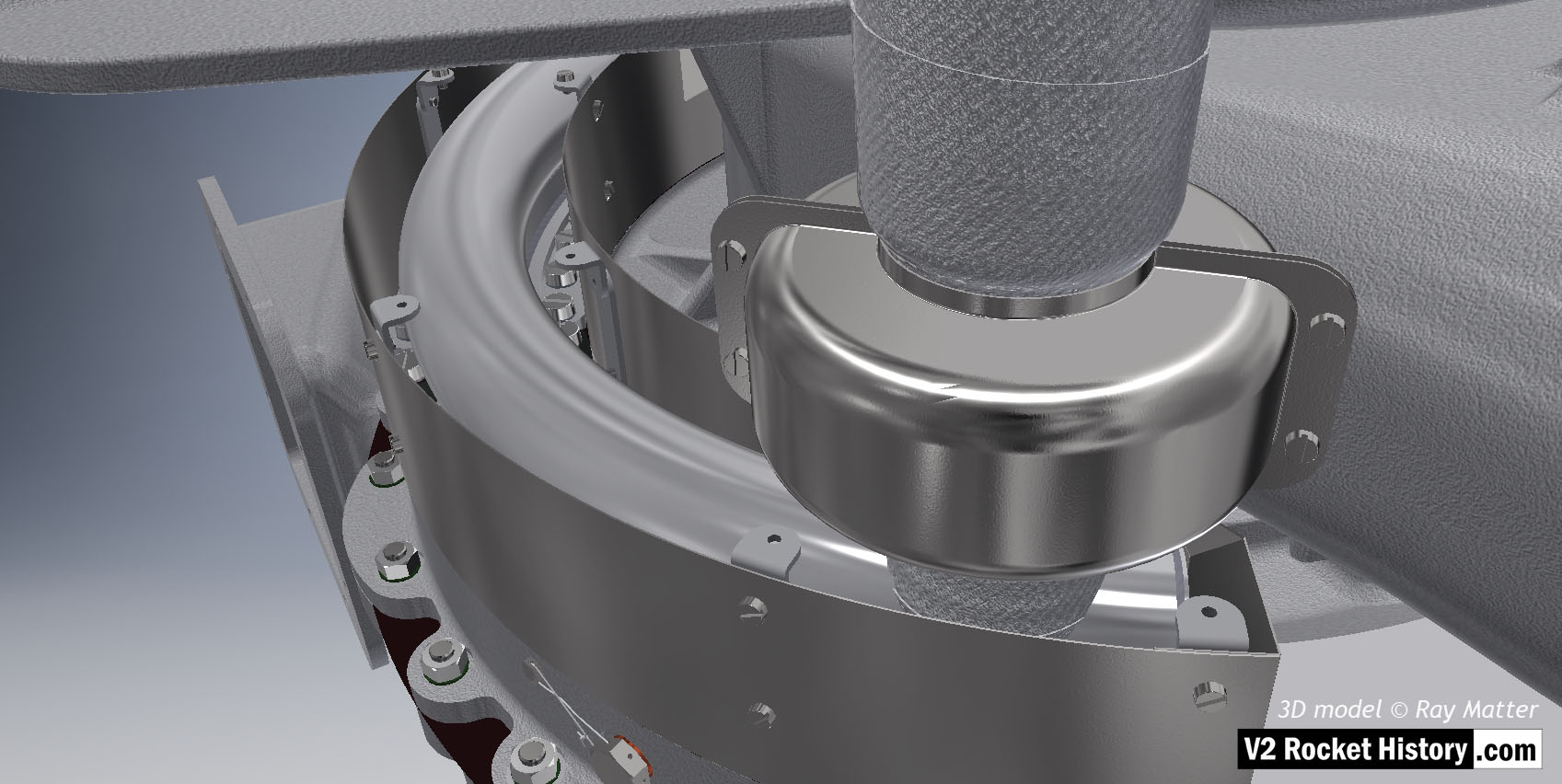
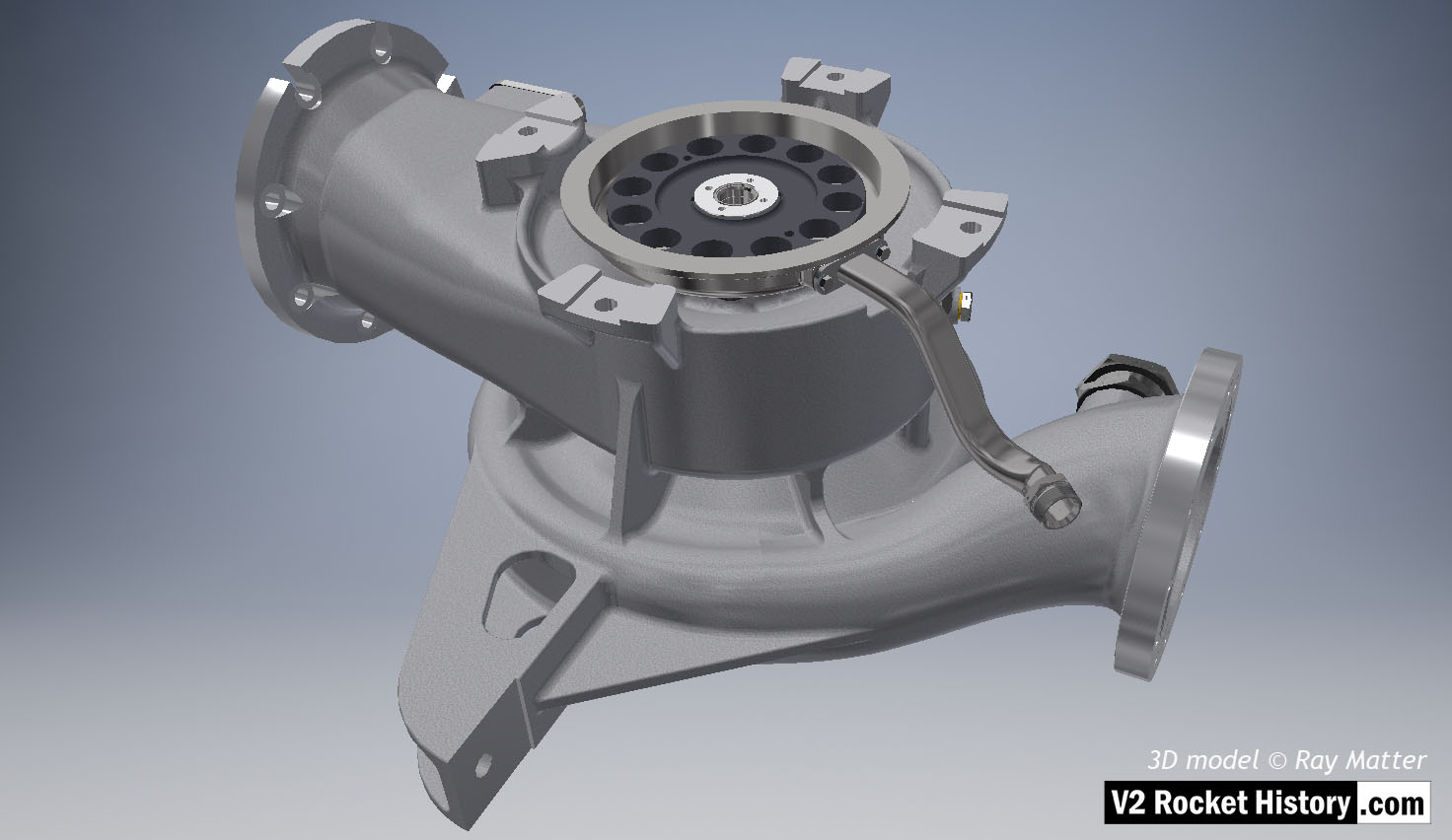
B (fuel) Pump sub-assembly shown without fittings. Single piece casting showing detail of bearing and seal cavity as well as threaded fuel bleed connection. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
B Pump Housing 35
B Pump Housing 35
Close-up of ‘B’ fuel pump housing displaying cast and machined surfaces. Fuel inlet aperture shown with small purge orifice shown at 2 o’clock. 3D model by Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
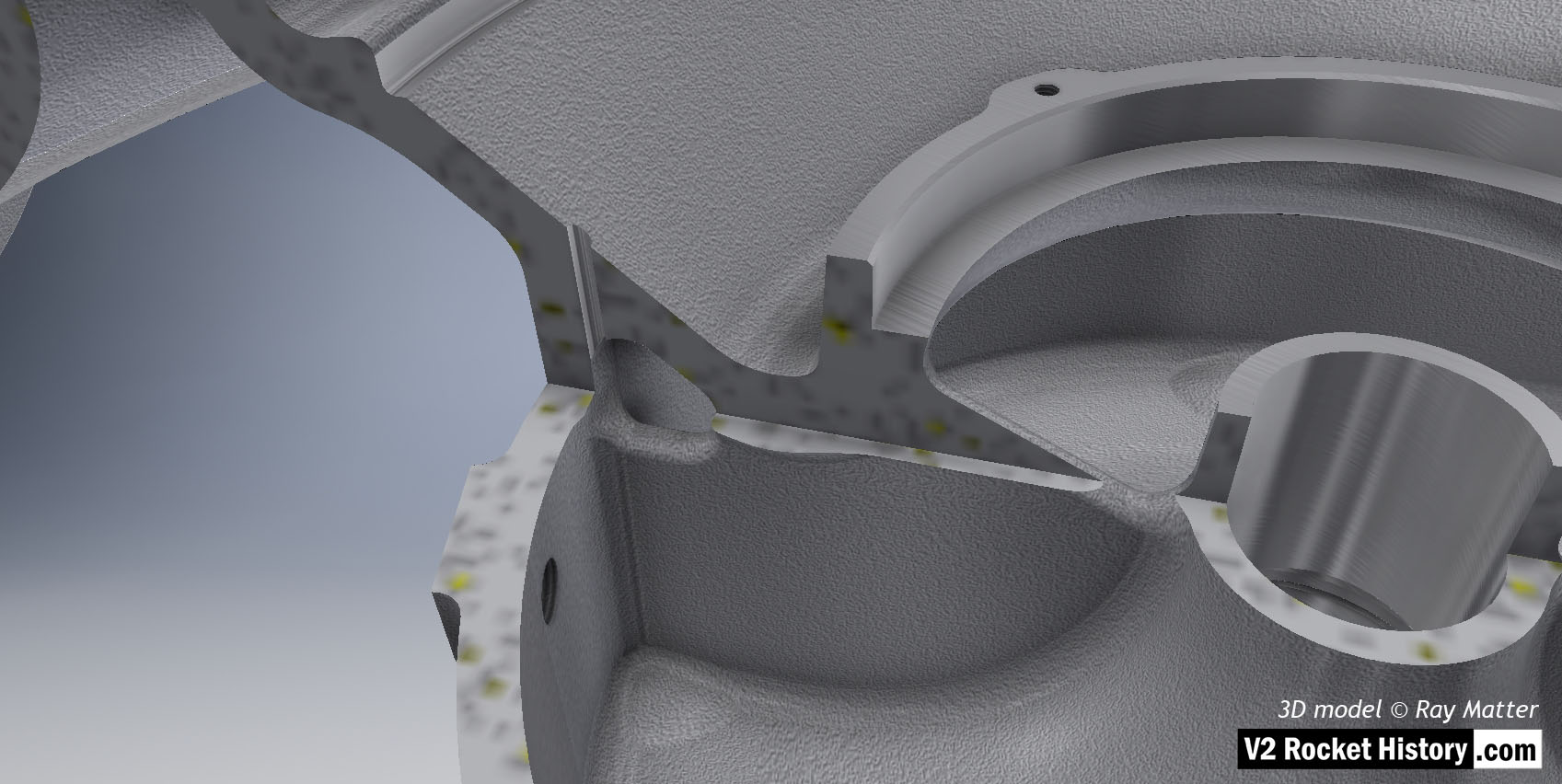
B Pump Housing: 34
B Pump Housing: 34
B Pump Housing, sectioned to show close-up of fuel bleed aperture and baffle vent for fuel pressure equalization between cavities inside the B pump casing. 3D model by Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
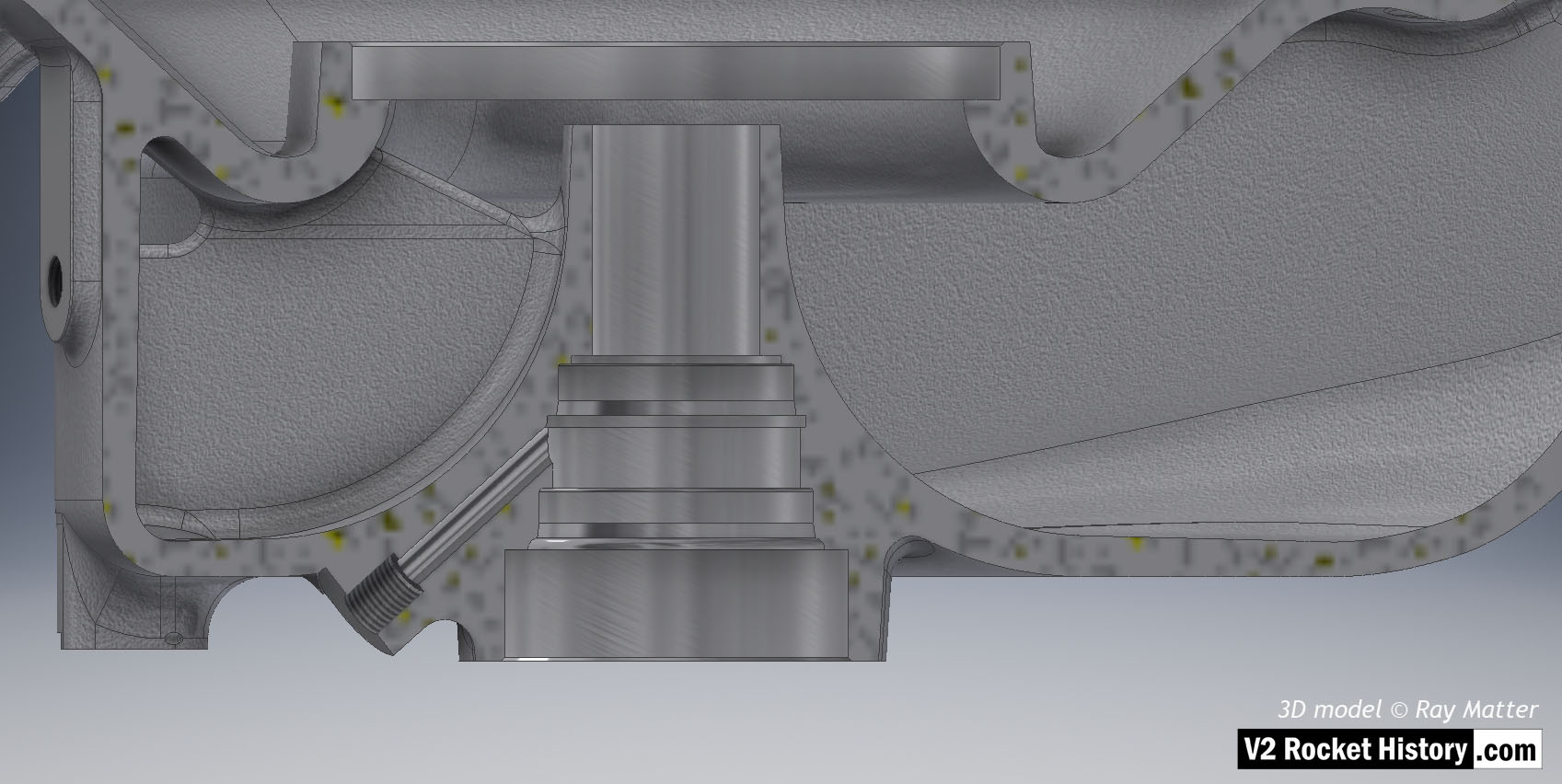
B Pump Housing 33
B Pump Housing 33
B pump housing showing sectioned area for shaft and bearing cavities with fuel pathway to left. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
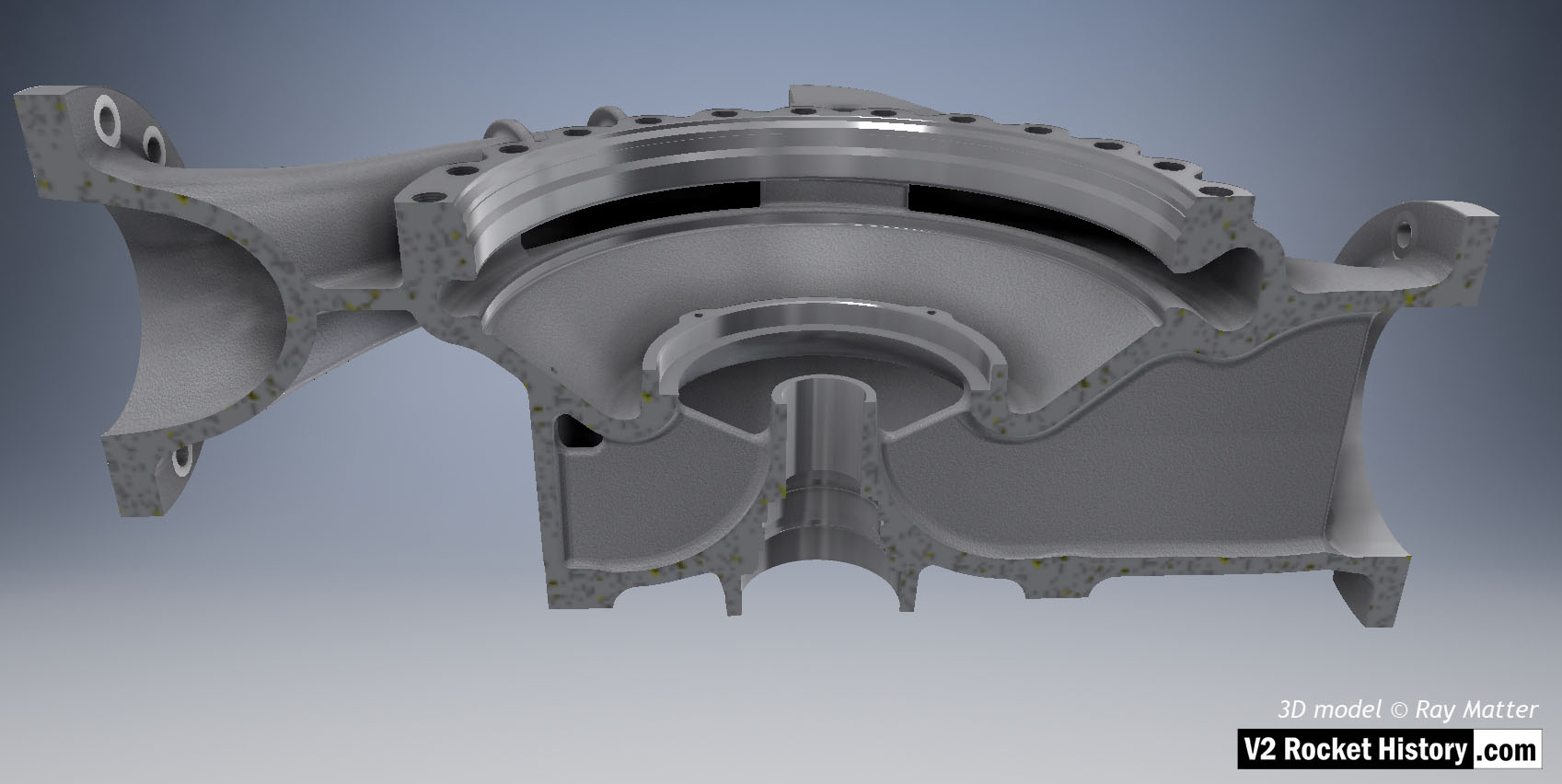
B Pump Housing: 22
B Pump Housing: 22
B Pump housing sectioned to show baffle and volute space area expansion as flow passes from inlet (right) to outlet (left). 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
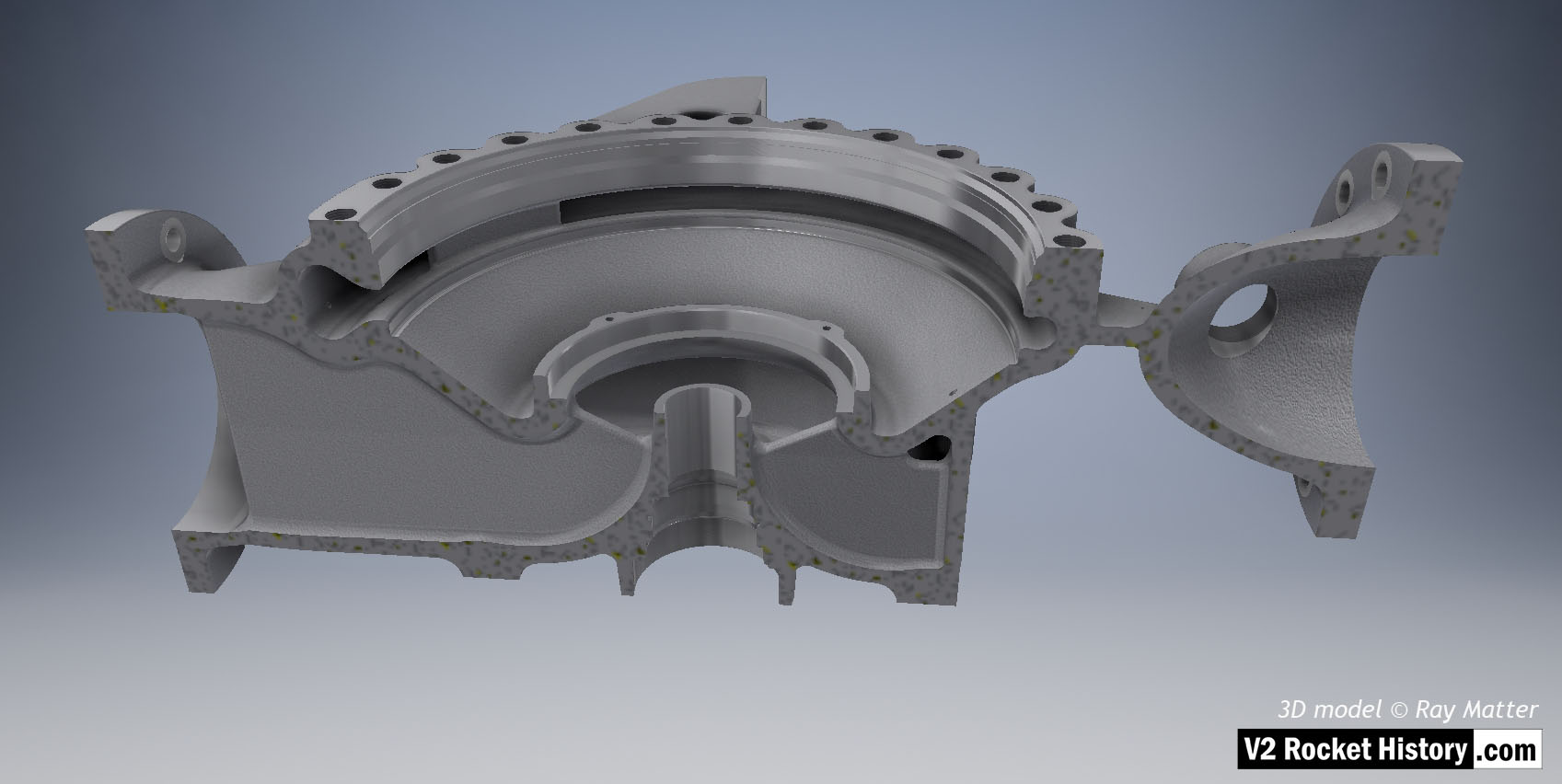
B Pump Housing: 21
B Pump Housing: 21
B Pump housing sectioned to show baffle with vent and volute space area expansion as flow passes from inlet (left) to outlet (right). 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
B Pump Housing: 20
B Pump Housing: 20
B (fuel) Pump sub-assembly, single piece casting showing machined (milled) areas without fittings. View shows inlet flange fastener slots and the throat aperture – facing right, initially blanked off by square plate, but towards the end of 1944 used for fuel return from the main fuel valve situated in the center of the thrust chamber injection head. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
A Pump Inlet In Assy
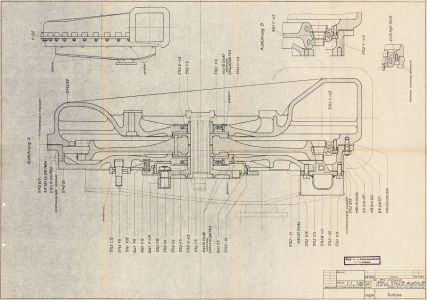
A Pump Inlet In Assy
A (LOX) Pump close-up showing inlet flange, with fastener slots and holes, as well as the throat baffle. To the right and left of the flange, the steam inlets are shown – with steel cases covering the steam manifold connection flanges. Of special note in this view is the self-purge orifice seen at the top right-hand side of the inlet throat baffle. This hole allowed gas to escape from the top of the LOX volute space back to the low-pressure inlet throat and proved problematic in manufacturing and was revised in late 1944. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
A (LOX) Pump: 9
A (LOX) Pump: 9
A (LOX) Pump housing sectioned to show baffle and volute space area expansion as flow passes from inlet (right) to outlet (left). Note cast and machined (milled) areas shown in this image – especially inlet aperture. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
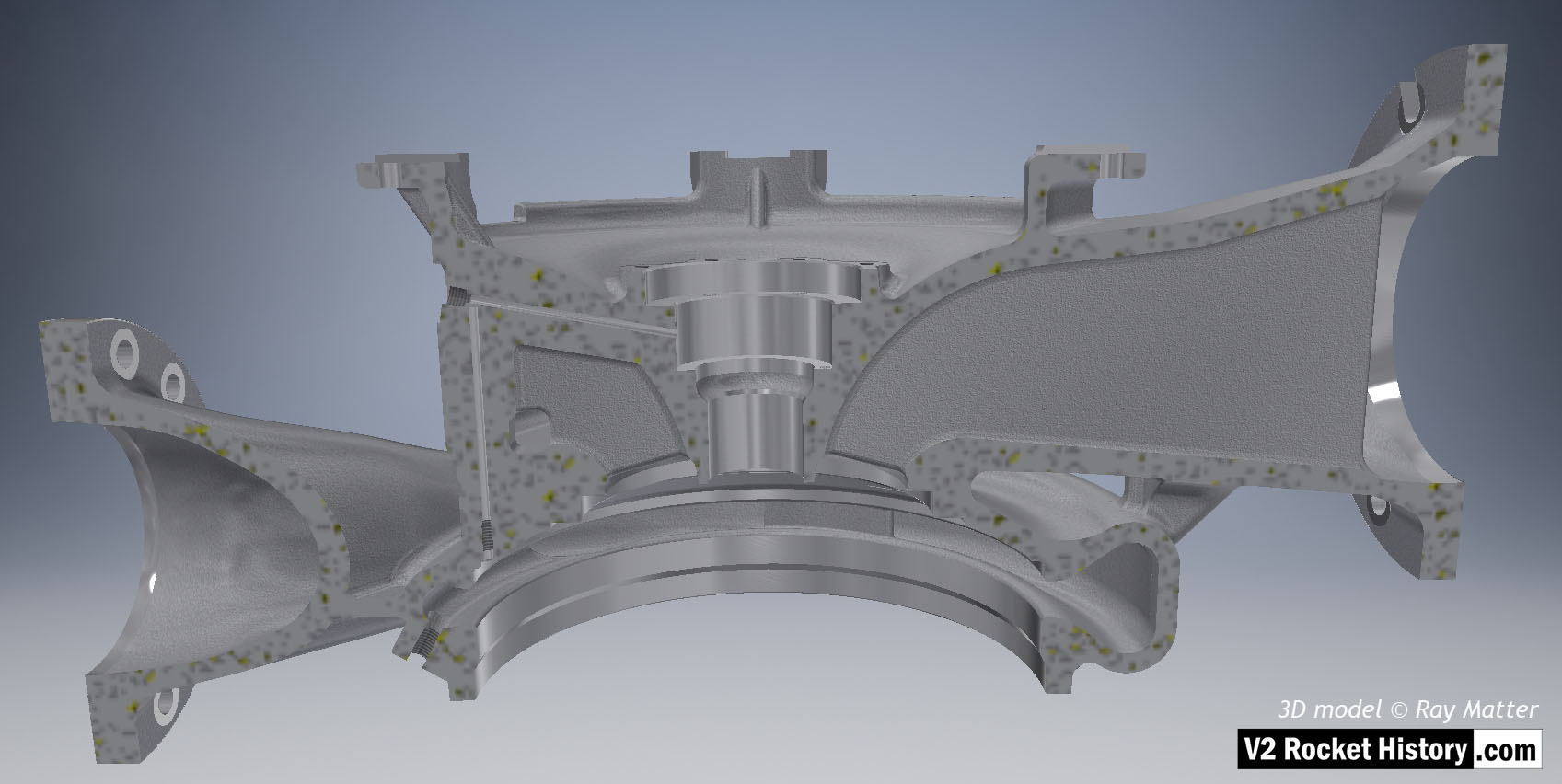
A (LOX) Pump: 8
A (LOX) Pump: 8
A (LOX) Pump housing sectioned to show baffle and volute space area expansion as flow passes from inlet (right) to outlet (left). Note the small LOX passageways on left from high-pressure volute space to bearing cavity. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
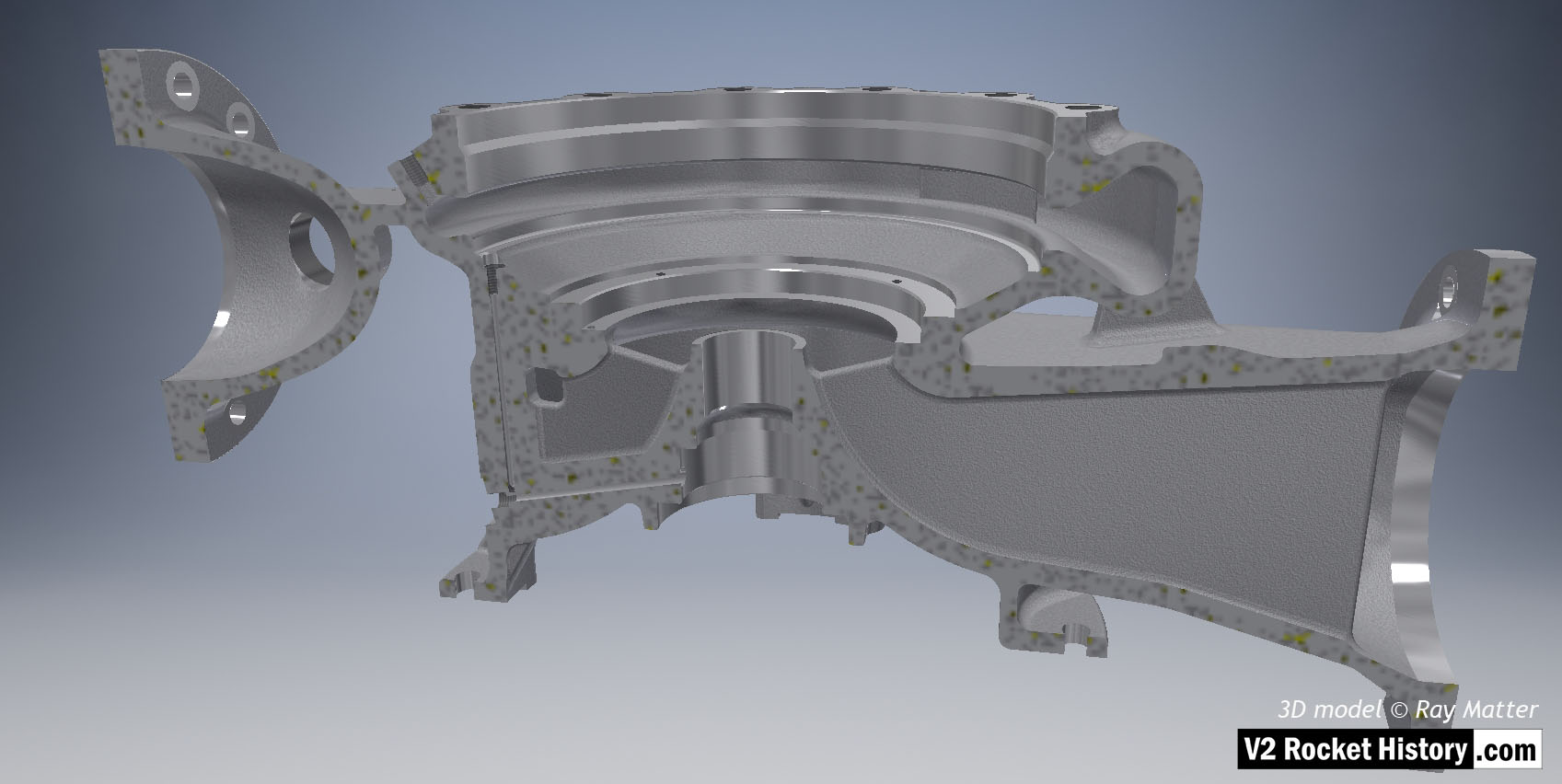
A (LOX) Pump: 7
A (LOX) Pump: 7
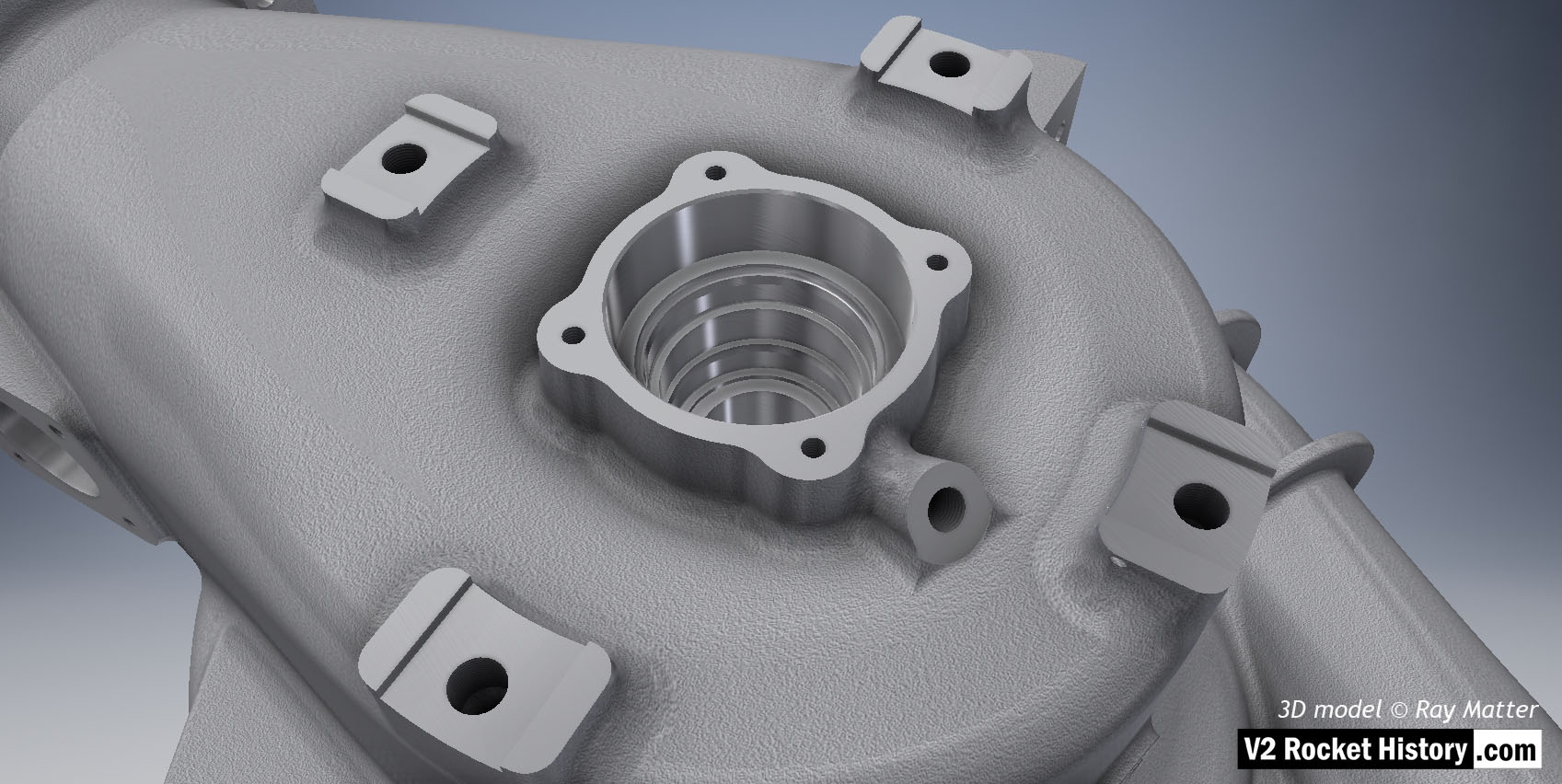
A (LOX) pump housing cutaway to reveal pump rotor side. The casing has been cut to show the internal rotor space detail. The outlet throat, right, and spiral volute space are displayed in this view as is the central LOX inlet. The web with the self-purge passageway can be seen on the outside center of the inlet throat, and connecting to the volute casing. The web or buttress seen to the upper right is to provide additional support between the structures whilst keeping the casting to an even density. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
A (LOX) Pump: 6
A (LOX) Pump: 6
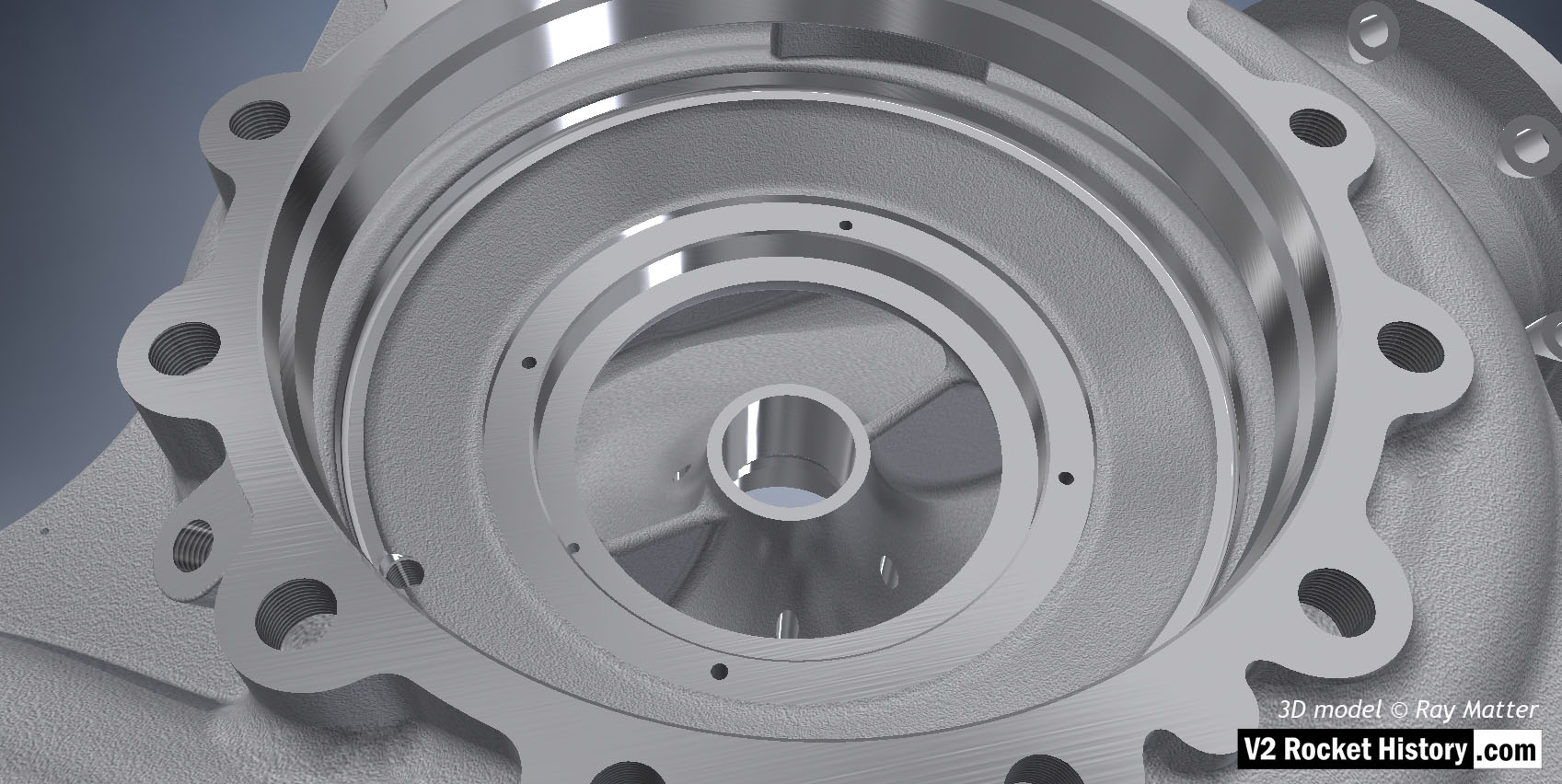
Close-up of ‘A’ LOX pump housing displaying cast and machined surfaces. LOX inlet aperture shown wand external threaded hole for manual bleed plug shown on far right. 3D model by Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
A (LOX) Pump: 5
A (LOX) Pump: 5
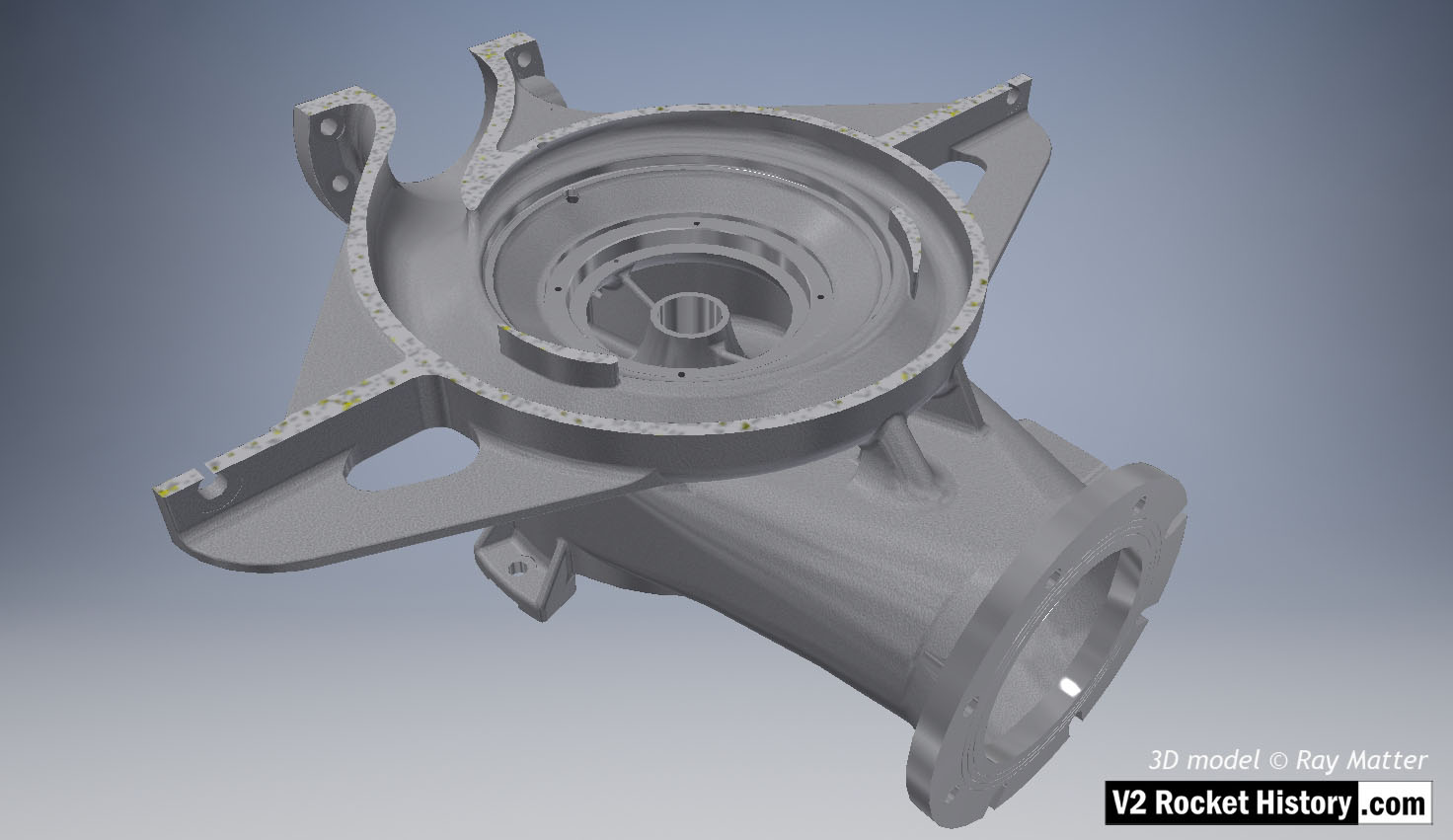
A (LOX) Pump sub-assembly, showing the face nearest the steam turbine. Single piece casting showing machined (milled) areas and detail of bearing and seal cavity. The four turbine case fitting brackets are displayed. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
A Pump: 4
A Pump: 4
A-Pump LOX sub-assembly complete with face plate and fastenings as well as outlet throat plug. Shows square inlet throat blanking plate.
3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
A (LOX) Pump: 3
A (LOX) Pump: 3
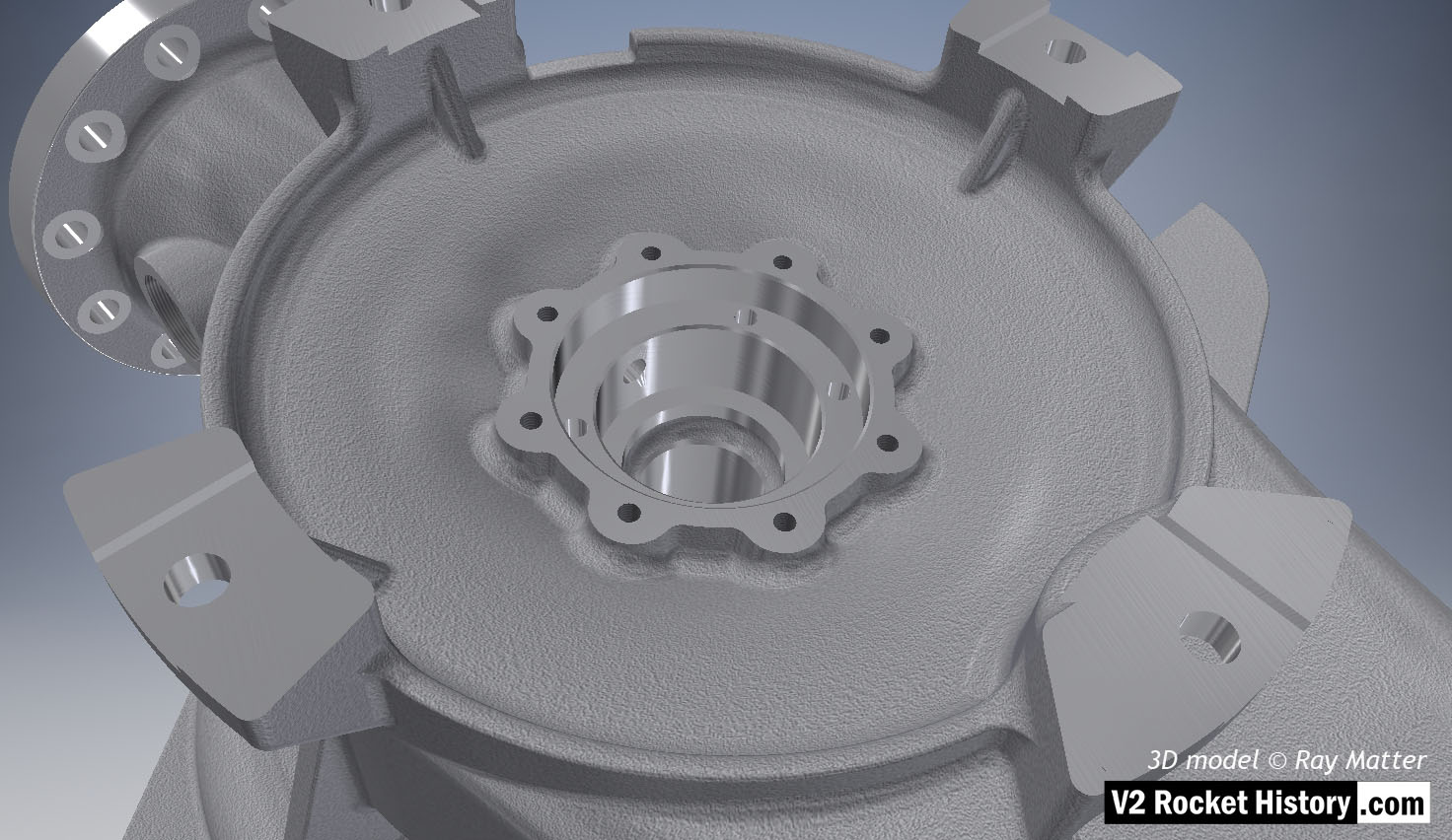
A (LOX) Pump sub-assembly, showing the face nearest the steam turbine. Turbine side of LOX pump showing flexible shaft connection disk (back component with 12 holes). The connection cavity drain pipe is shown (running across the outflow to the btm right). 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
Full assem. from A (LOX) Pump: 2
Full assem. from A (LOX) Pump: 2
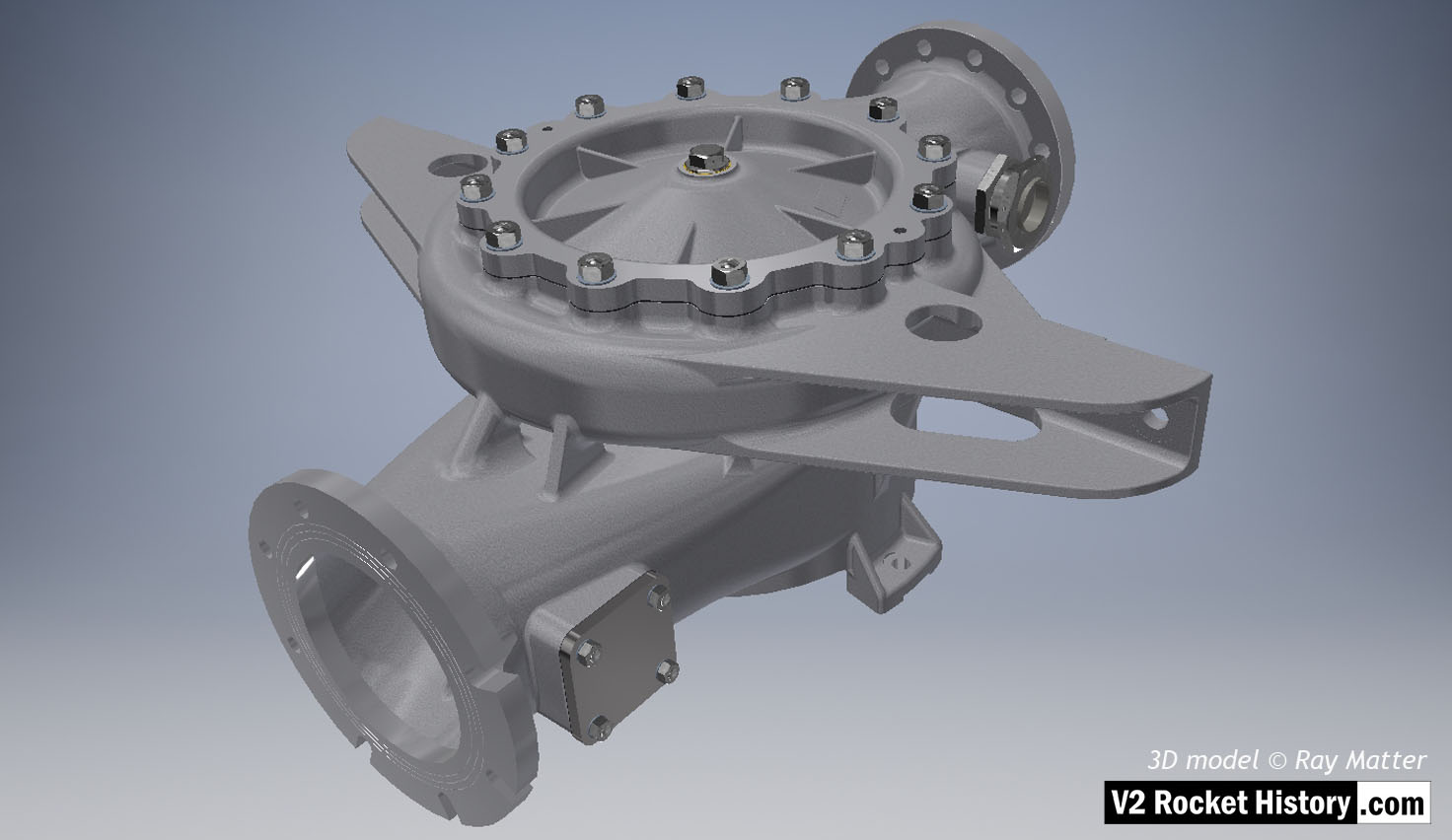
Full assembly showing, from top, steam inlet ring manifold, LOX pump and portion of steam turbine assembly. View shows outlet flange facing camera. Note the three fine rings milled into flange face. The rings were designed to improve keying for the sealing ‘putty’ that was used to seal the connection between the flange face and the inlet pipe. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
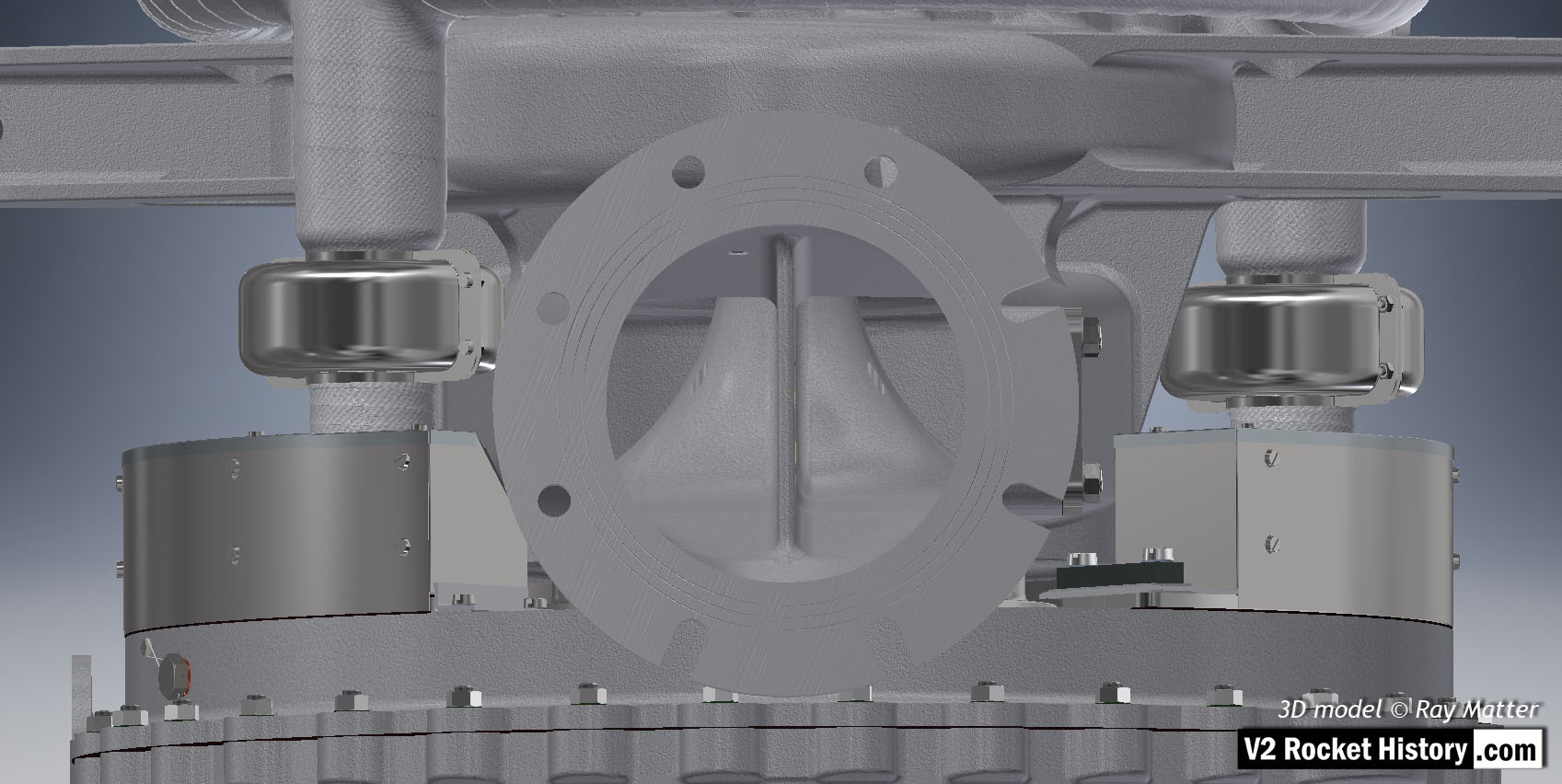
08 B-Pump Sub-assembly: Inlet flange
08 B-Pump Sub-assembly: Inlet flange
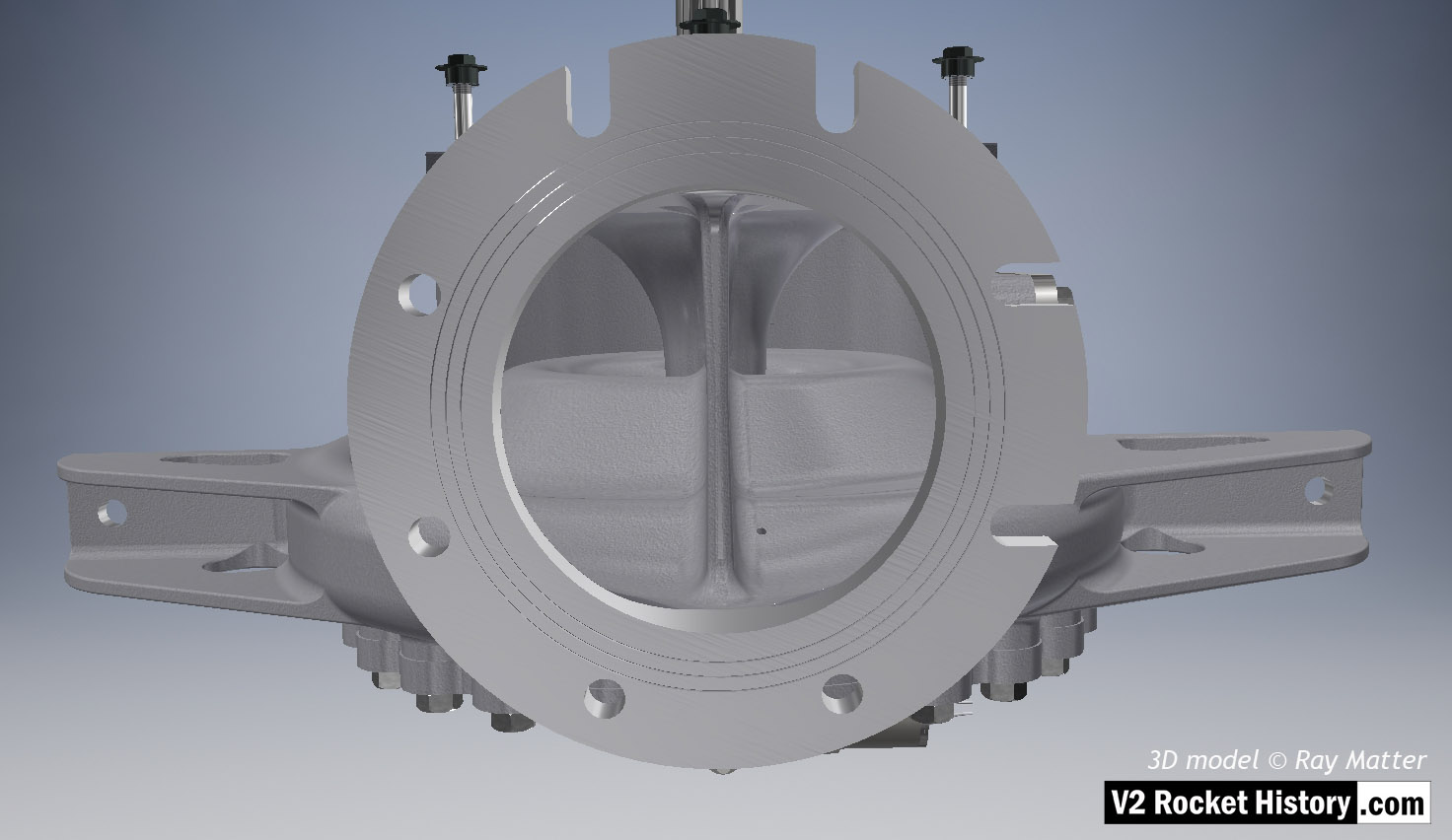
B-Pump Sub-assembly shown from top. View shows outlet flange facing camera – the splined drive shaft can just be seen at the top of the screen. Note the three fine rings milled into flange face.The rings were designed to improve keying for the ‘putty’ that was used to seal the connection between the flange face and the inlet pipe. Note, small self-purge orifice on the lower left of the inlet throat baffle. Unlike the upper purge hole in the LOX casing, the shallower face angle at the location of the hole in the fuel pump casing, was more accessible to drilling and was therefore not problematic. 3D model Ray Matter
| Album | Turbopump 3D CAD |
| Category | Turbo-pump |
Drawing 5741 B1 – Fuel (B) Pump Spiral-housing
Drawing 5741 B1 – Fuel (B) Pump Spiral-housing
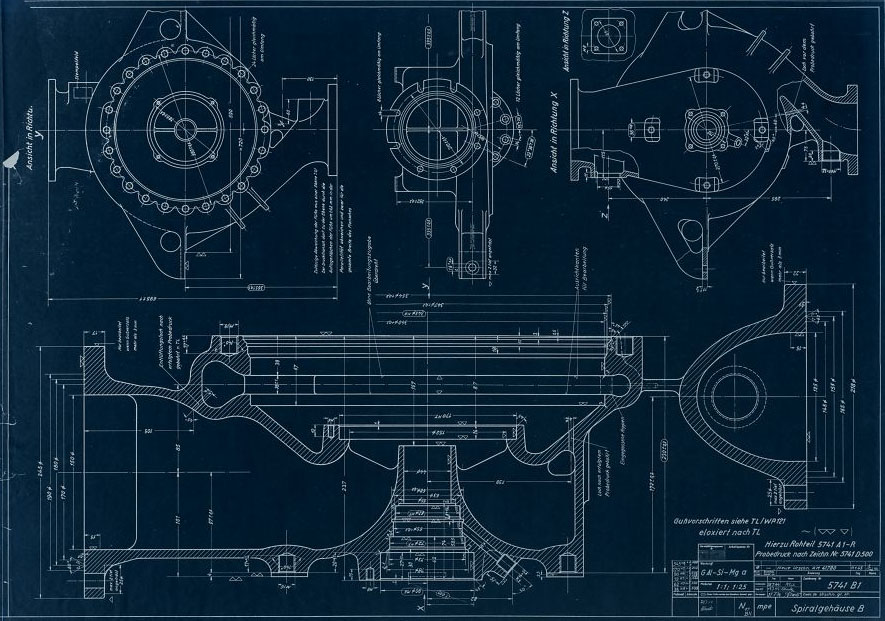
Drawing 5741 B1 mpe – Fuel (B) Pump Spiral-housing with dimensions. Drawing origin 18 July 1944, revised to new drawing (AM41780) 11 Jan 1945. (Digipeer.de image)
| Album | V2 rocket turbo-pump |
| Category | Turbo-pump |
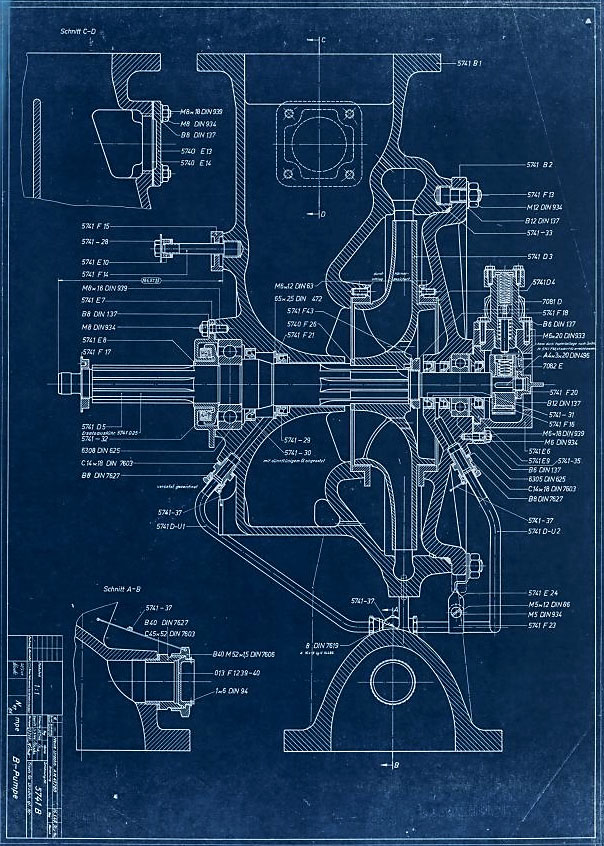
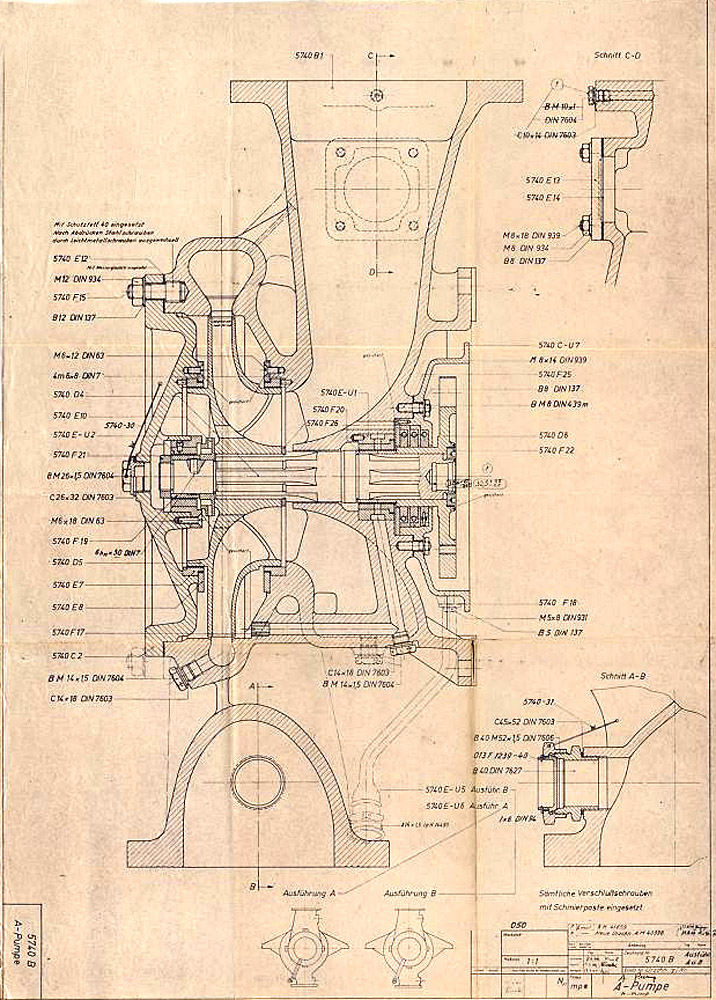
Drawing 5741 B – Fuel (B) Pump Assembly – Part Numbers
Drawing 5741 B – Fuel (B) Pump Assembly – Part Numbers
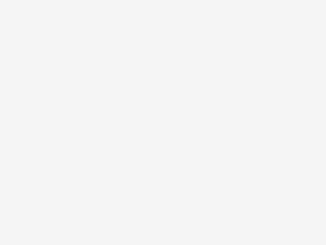
Drawing 5741 B mpe – Fuel (B) pump assembly showing part/drawing numbers. Drawing originates 20 July 1944 and revised with new number (AM41780) 16 Jan 1945. (Digipeer.de image)
| Album | V2 rocket turbo-pump |
| Category | Turbo-pump |
V2-Turbine: steam-distributor-revision
V2-Turbine: steam-distributor-revision
Animation highlighting just one of many revisions to the turbo-pump that occurred at an accelerating rate between August 1943 and late 1944 as the missile moved from development to full production, and finally use in combat. (Digipeer.de images: animation RJD)
| Album | V2 rocket turbo-pump |
| Category | Turbo-pump |
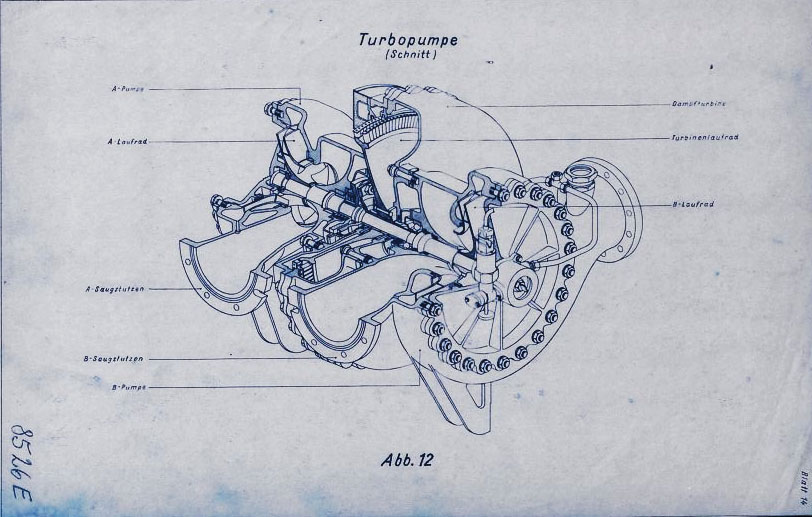
Turbopump (cut-away) – Figure 12
Turbopump (cut-away) – Figure 12
Drawing 8526 E mpe 1944: Turbo-pump training presentation image showing cutaway. (Digipeer.de image)
| Album | V2 rocket turbo-pump |
| Category | Turbo-pump |
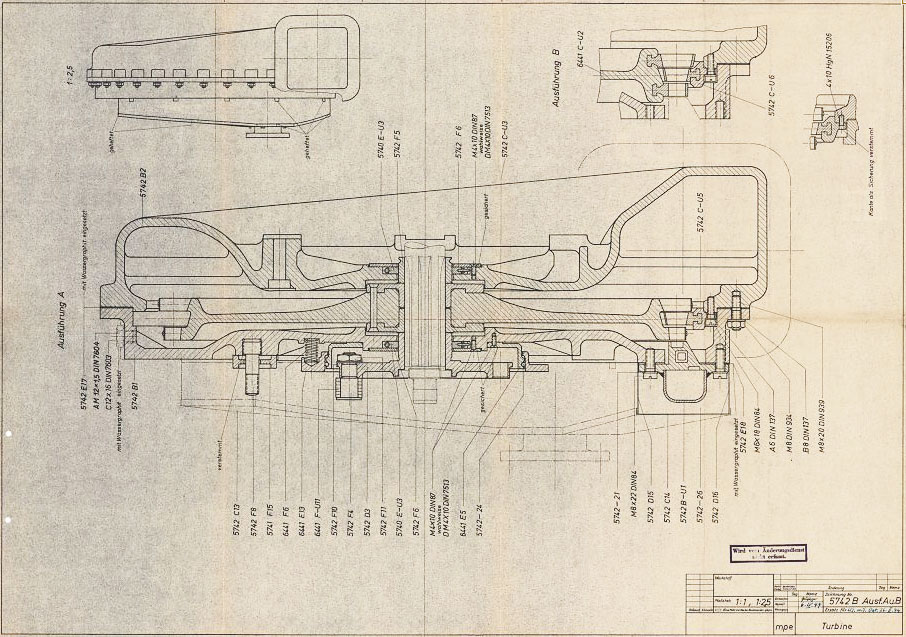
Drawing 5742 B – Steam Tubine Assembly Part Numbers
Drawing 5742 B – Steam Tubine Assembly Part Numbers
Drawing 5742 B – Steam Tubine Assembly showing part/drawing numbers. (Digipeer.de image)
| Album | V2 rocket turbo-pump |
| Category | Turbo-pump |
General view drawing V2 rocket Turbo Pump 1942
General view drawing V2 rocket Turbo Pump 1942
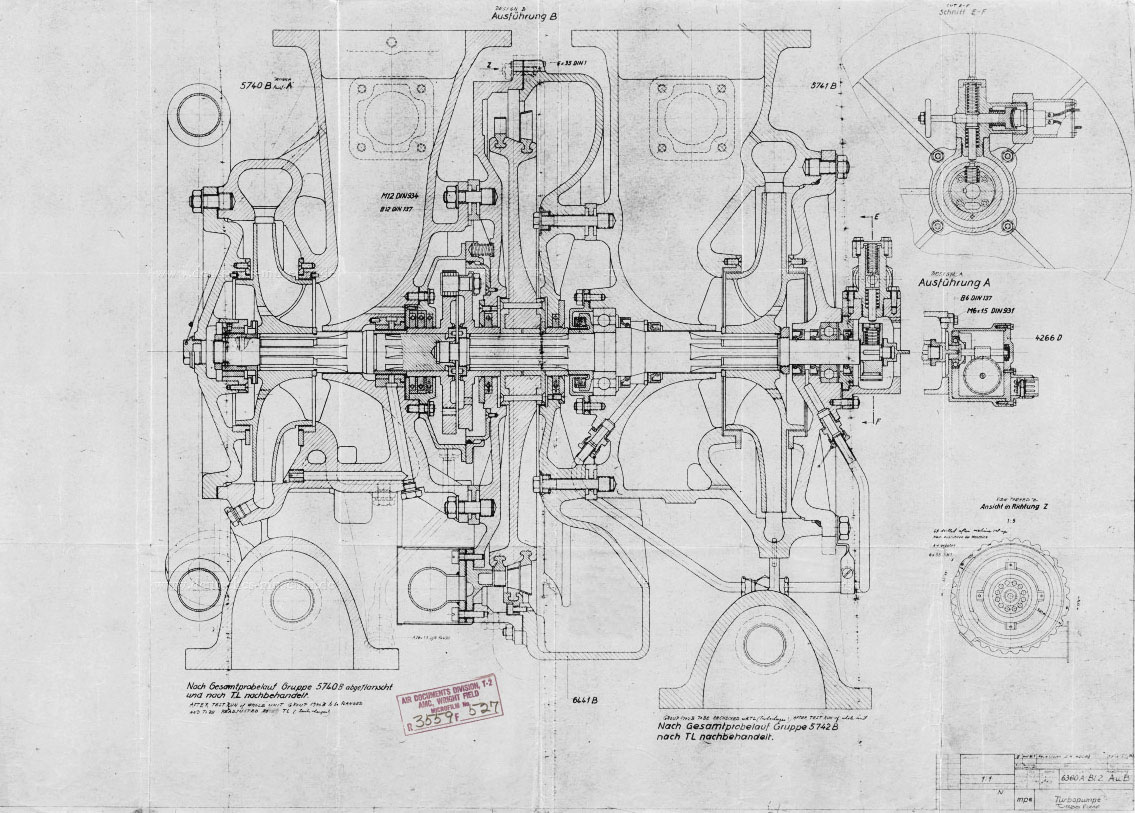
Sectioned general assembly view of the V2 turbo-pump (TP) dated September 1942. This image has been edited to show TP and document data closer together than the original.
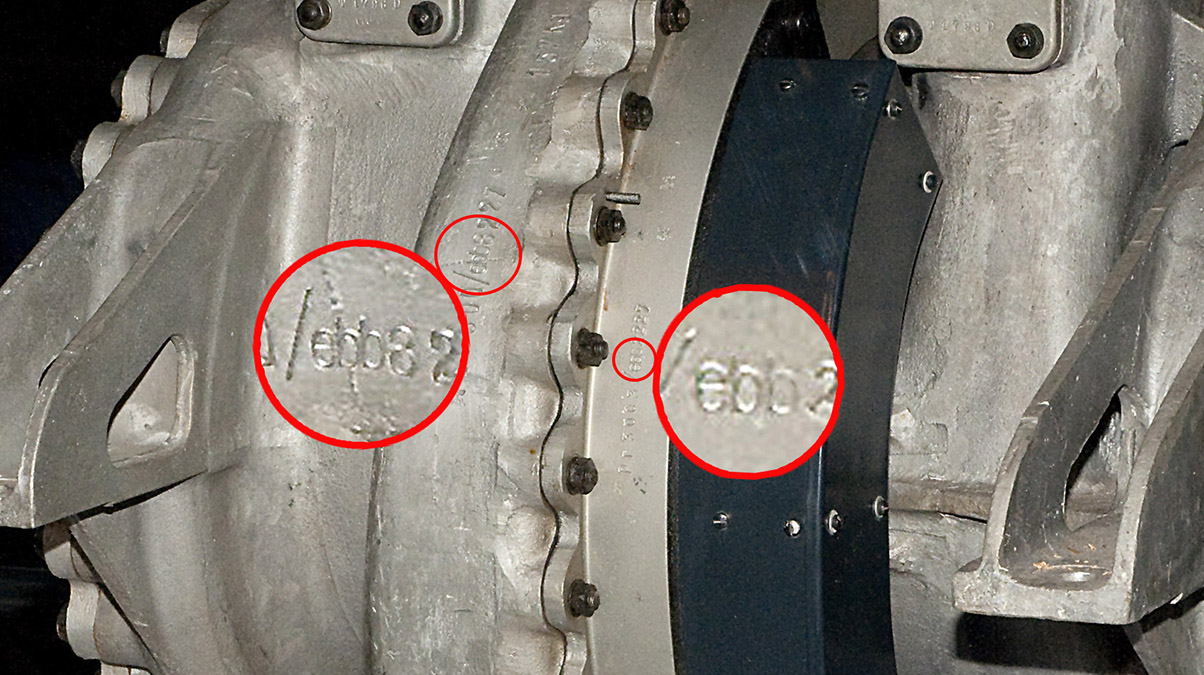
KSB’s ebb armament code on V2 turbo-pump
KSB’s ebb armament code on V2 turbo-pump
A complete V2 rocket turbo-pump on public display in the USA at the Smithsonian National Air and Space Museum in Washington DC showing Klein Schanzlin & Becker’s wartime contractor armament code – ebb. Smithsonian National Air and Space Museum exhibit.

V2 turbo-pump wreckage East Ham, 17th Sept -1944
V2 turbo-pump wreckage East Ham, 17th Sept -1944
V2 rocket turbo-pump from a missile fired from Walcheren, Serooskerke, Vrederust, by battery no 444, at around 7am on September 17th 1944. The missile impacted East Ham with a direct hit on houses. Killing 6 people with 15 seriously injured. Much of the rocket debris was taken to the East Ham police station for examination by the military authorities. The serviceman in the picture is feeling the steam inlet manifold as it is still warm to the touch. Information porovided by www.v2rocket.com.
Preschona trade advert
Preschona trade advert
Trade literature advert for the Preschona company (Adolf Meyer) in Berlin, Germany. The company was a supply contractor and (among other items) manufactured the non-return valve for the steam turbine exhaust heat exchanger, employed to volatilise a small portion of liquid oxygen (LOX) to pressurise the LOX tank to maintain critical flow volume to the LOX turbo-pump.

Turbo Pump Parts Showing Steam Rotor
Turbo Pump Parts Showing Steam Rotor
Image shows allied soldier examining remains of V2 rocket turbo-pump after impact. The soldier is holding the steam turbine rotor – the large size of this part is well shown in this photo. The still lagged steam inlet manifold can be seen in the left foreground and the LOX outlet manifold (and valve, topmost) can be seen in the lower right corner.
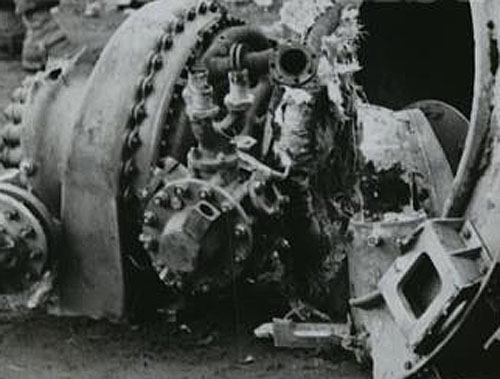
Smashed TP Antwerp Impact
Smashed TP Antwerp Impact
Picture shows tubo-pump debris from impact site. LOX manifold clearly seen (3 in 1 outlet pipes, upper center of image – the one to its right, 2 o’clock position, and left, 11 o’clock position are both broken off).The LOX flow electric control valve is also well displayed in this image (LOX valve head is slightly low and left of center, part nearest camera). The electrical connection to the LOX valve has broken away leaving its empty socket pointing upwards and to the right.

A4-V2 missile steam generator detail
A4-V2 missile steam generator detail
A4 missile steam generator detail. This excellent presentation was rebuilt from original refurbished parts by Horst Beck. See our video article The V2 Rocket Turbo-Pump for a technical exposition of the parts shown in this photo. Image courtesy The Horst Beck Collection
Klein Schanzlin & Becker centrifug-pump advert
Klein Schanzlin & Becker centrifug-pump advert
Klein Schanzlin & Becker electric centrifugal-pump advert.
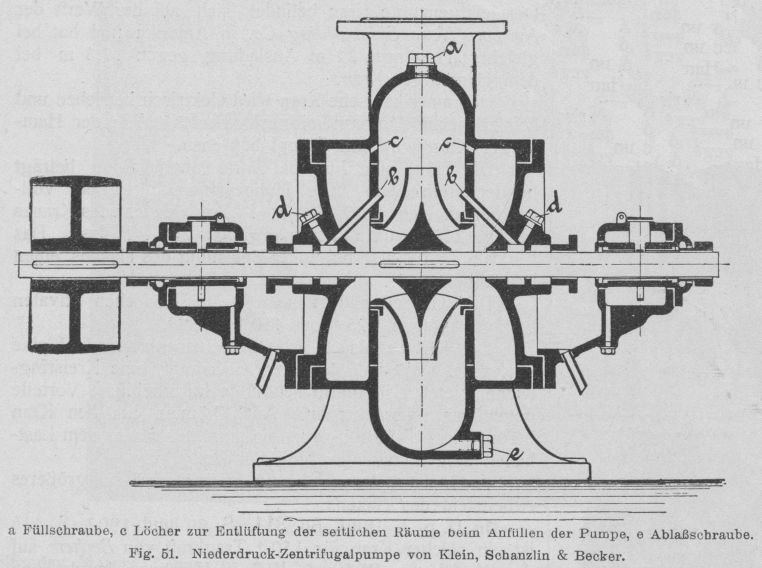
Early belt powered centrifugal pump by KSB with V2 TP features
Early belt powered centrifugal pump by KSB with V2 TP features
Early belt powered centrifugal pump by Klein Schanzlin & Becker. This schematic shows an early 20th century centrifugal pump designed and manufactured by KSB. The drawing appears to show auto-purge pathways at points marked C as well continuous lubrication pathways at B. Both of these important ideas would later feature in the propellant pump of the A4-V2 missile.
1930s Trade advert for Klein Schanzlin & Becker
1930s Trade advert for Klein Schanzlin & Becker
Trade advertisement for Klein Schanzlin & Becker (KSB supplier code ebb). KSB were the primary contractor for A4-V2 missile’s steam turbine driven dual propellant pump system.

Family photo? Industrial volute case centrifugal pump by KSB
Family photo? Industrial volute case centrifugal pump by KSB
Large industrial volute case centrifugal pump by Klein Schanzlin & Becker. This image highlights the ‘genetic’similarity and family resemblance between KSB’s current and historical product range and the visible features of the A4-V2 missile Turbo-Pump (TP). Apart from the general shape of the cast spiral-volute case and its connection flanges, the ‘soft’ shaft connection (disk with holes on the extreme left of the pump) is very reminiscent of the semi-flexible shaft connection point linking one side the steam turbine rotor shaft to the shaft carrying a propellent pump rotor seen in the A4-V2 missile TP. Family photo? Industrial volute case centrifugal pump by KSB
KSB catalogue from 1880
KSB catalogue from 1880
Cover of catalogue published in 1880 showing the KSB product range

Dual blade V2 turbo-pump steam turbine rotor
Dual blade V2 turbo-pump steam turbine rotor
This image shows a cutaway of an A4-V2 turbo-pump. The section reveals the Curtis type 2-stage steam-turbine rotor and you can also see part of the stater inserted between the blades (bottom middle) and the adjacent steam distribution pipe (black open pipe on stater’s immediate left). Top left, a centrifugal pump rotor can be seen – cut through, it shows a multi-splined shaft running through the centre, simple bearing and end-cap.

Family photo? Electric volute case centrifugal pump by KSB
Family photo? Electric volute case centrifugal pump by KSB
Electric industrial volute case centrifugal pump by Klein Schanzlin & Becker. This image highlights the ‘genetic’similarity and family resemblance between KSB’s current and historical product range and the visible features of the A4-V2 missile Turbo-Pump (TP). Assembly is shown being spray painted.
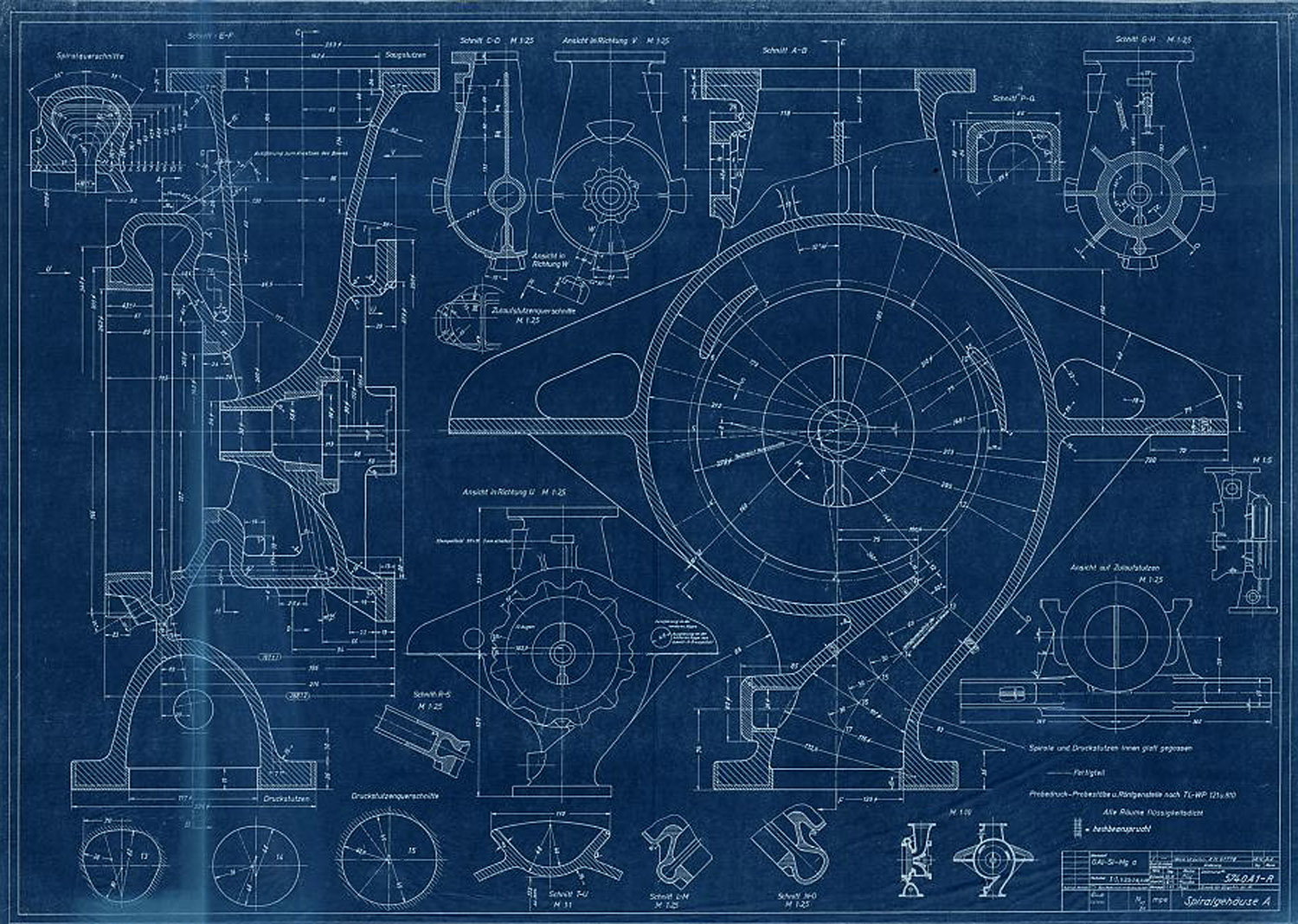
V2 rocket A Stoff (LOX) pump casing 5740
V2 rocket A Stoff (LOX) pump casing 5740
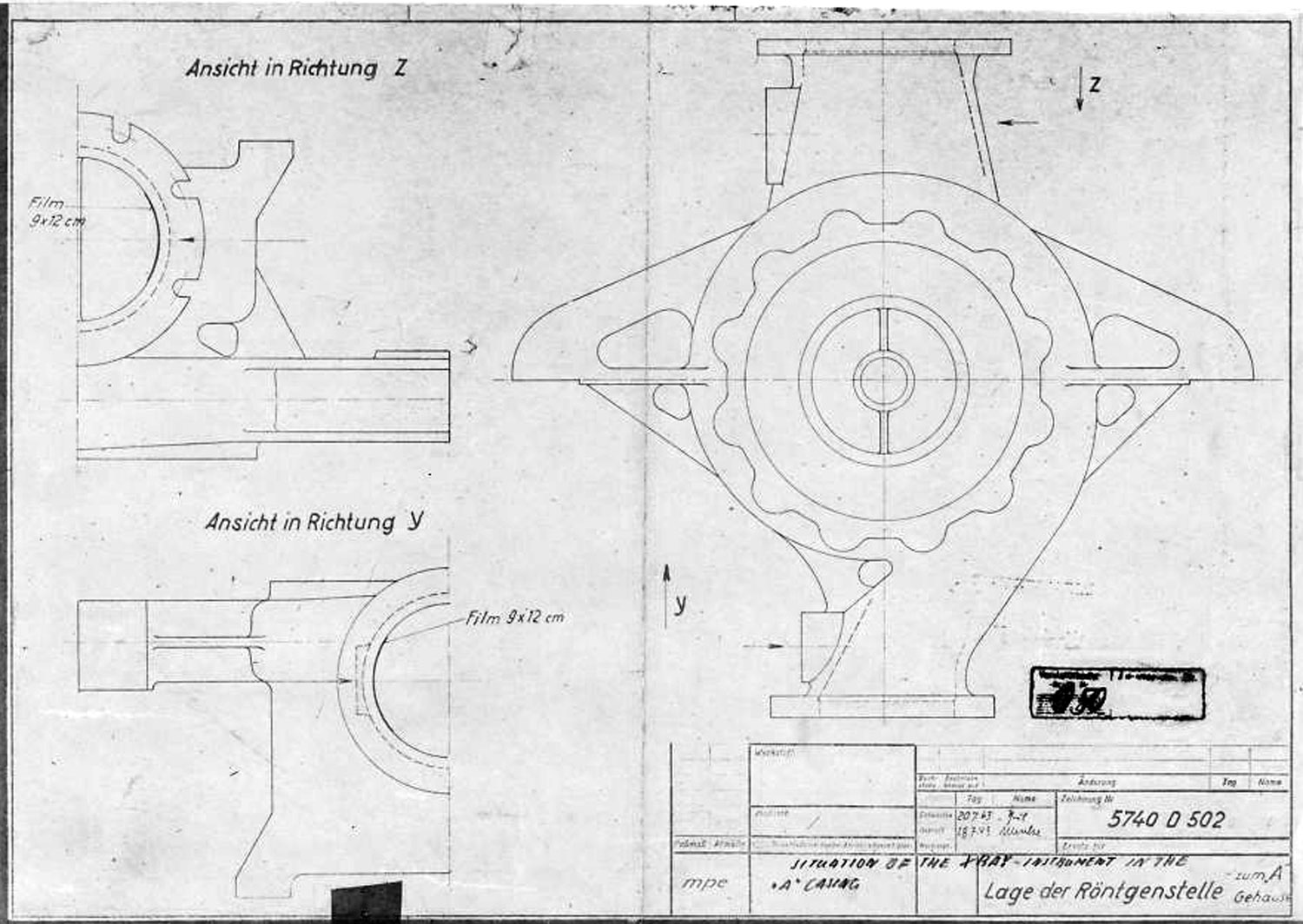
A Stoff (liquid oxygen) pump casing diagram showing stress points that require X ray quality control photography before use. The diagram shows the specific locations where photographic film is to be placed for X-ray analysis.
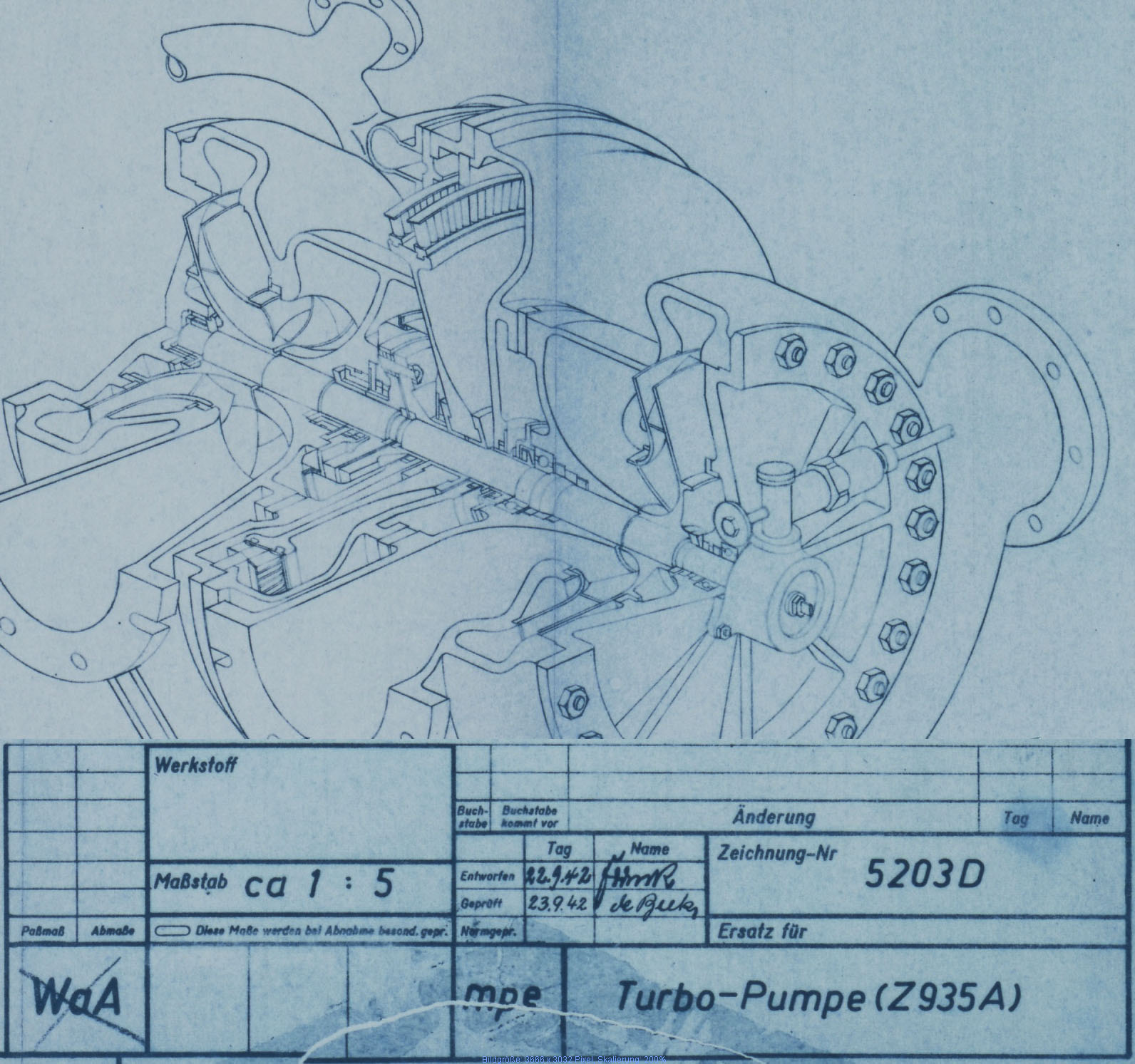
Turbo-Pump (Z 935 A) cutaway presentation Sept 1942
Turbo-Pump (Z 935 A) cutaway presentation Sept 1942
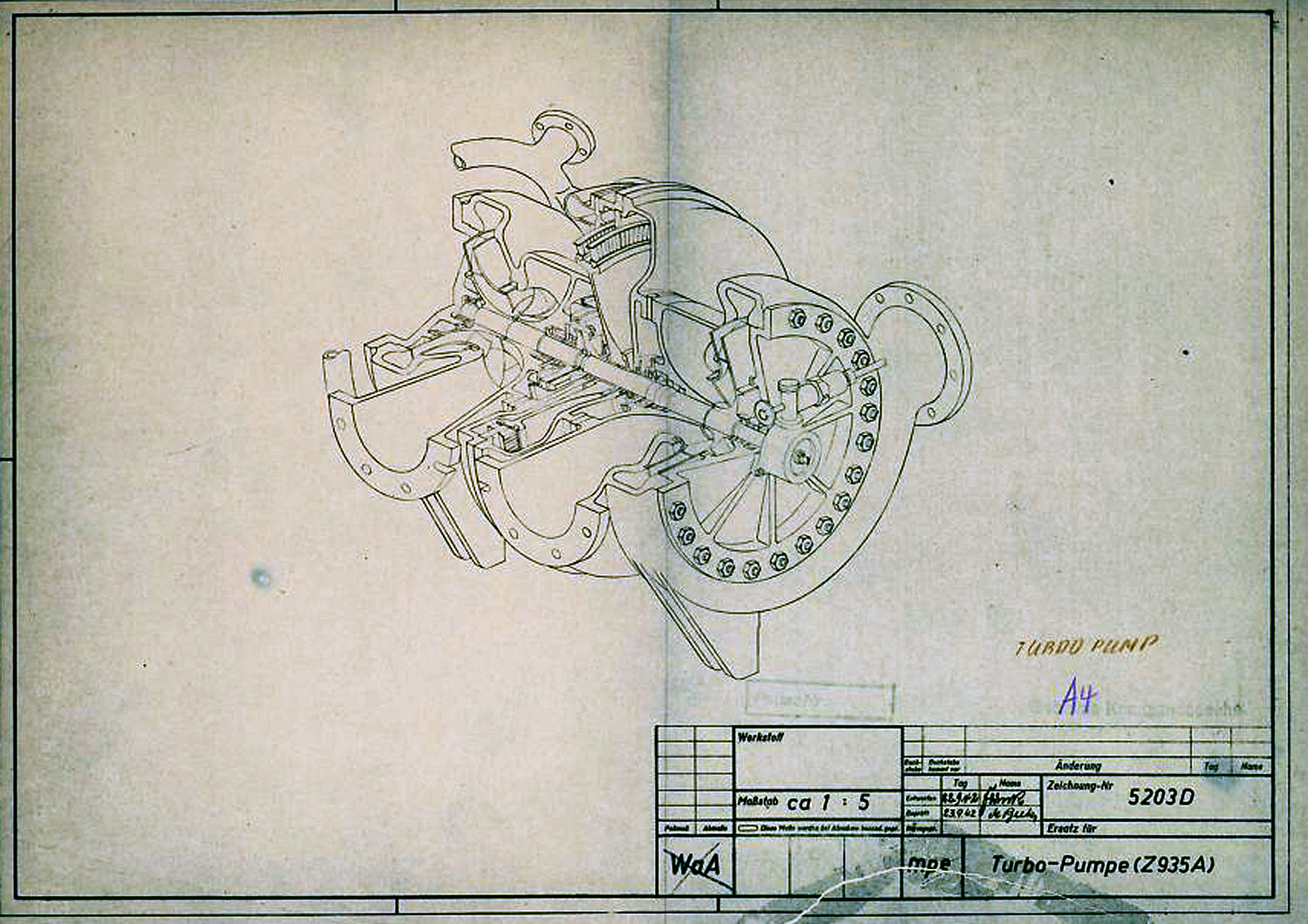
In this diagram the V2 Turbo-pump is shown in a cutaway presentation and rotated 90 degrees counter clockwise. The B stoff (fuel) pump is nearest the viewer – the over-speed device can be seen on the B stoff pump’s case end-plate. The low pressure inlet ports our shown to the left, and high-pressure outlet ports are on the right. The steam distribution manifold can be seen at the furthest point from the viewer – the steam inlet pipe flange can also be seen. The feed pipe from the steam generator attaches to thus flange.
A4-V2 Steam rotor blade design and position 5742 B 1944
A4-V2 Steam rotor blade design and position 5742 B 1944
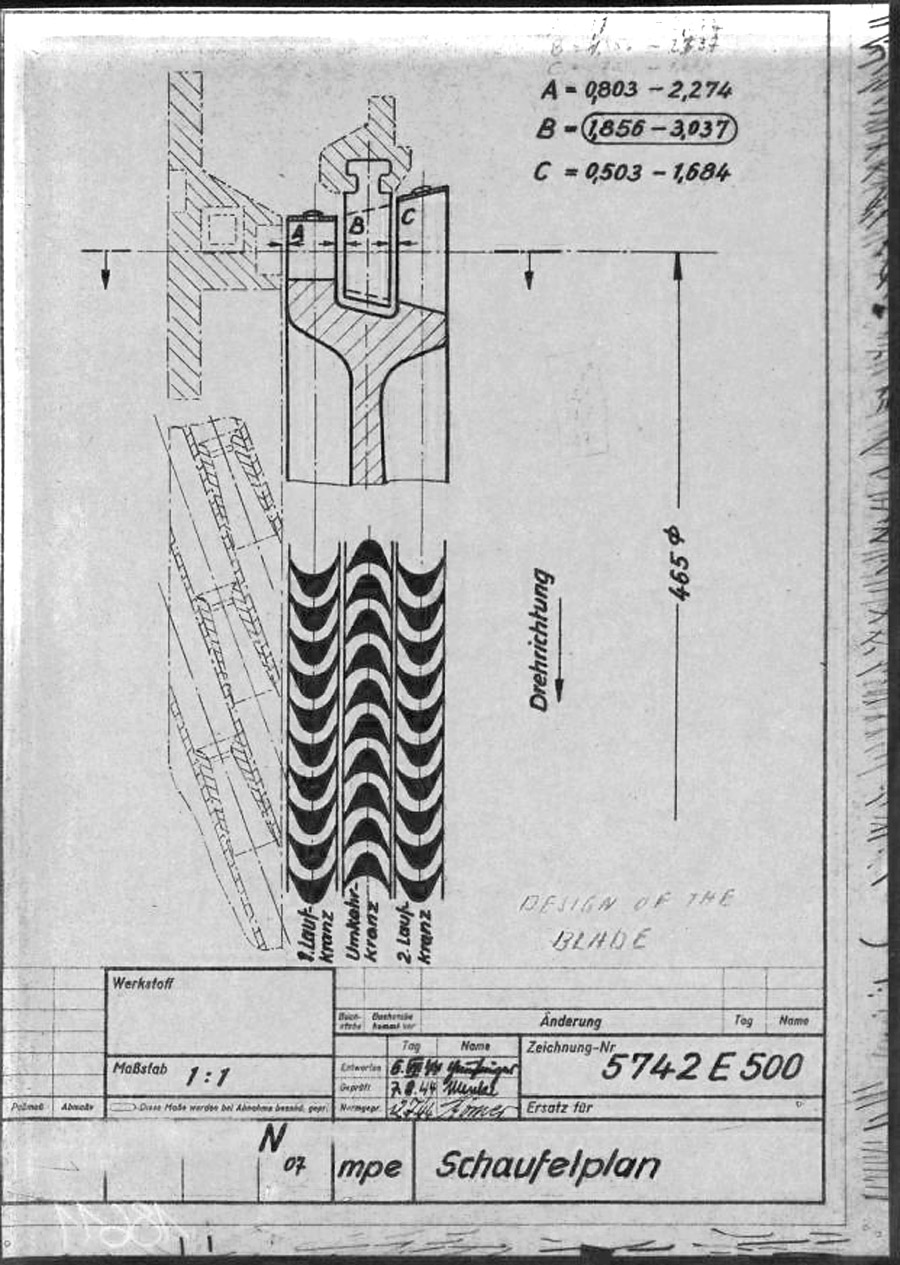
This mpe* drawing from 1945 shows the individual steam buckets or blades (labeled A and C) mounted to the rim of the rotor disk. As well as the fixed (i.e. stationary) stater blade B, positioned such that blades A & C can pass either side of it. The steam expansion is well shown by the increasing surface area of the blades from A to C, and growing larger, from left where the high pressure super heated steam enters the turbine, to right where it exits the blade pathway and passes in to the exhaust outlet. The lower graphic shows the way the super-heated high pressure steam is passed from the initial A blade and deflected by the reversed B stator blade for its energy to to be harvested for a second time by the C rotor blade. * mpe is the secret three letter armament code for Karlshagen, Werk Nord (North Works).
Oddesse Turbo-Pumpe 1940 Br 75 / 20
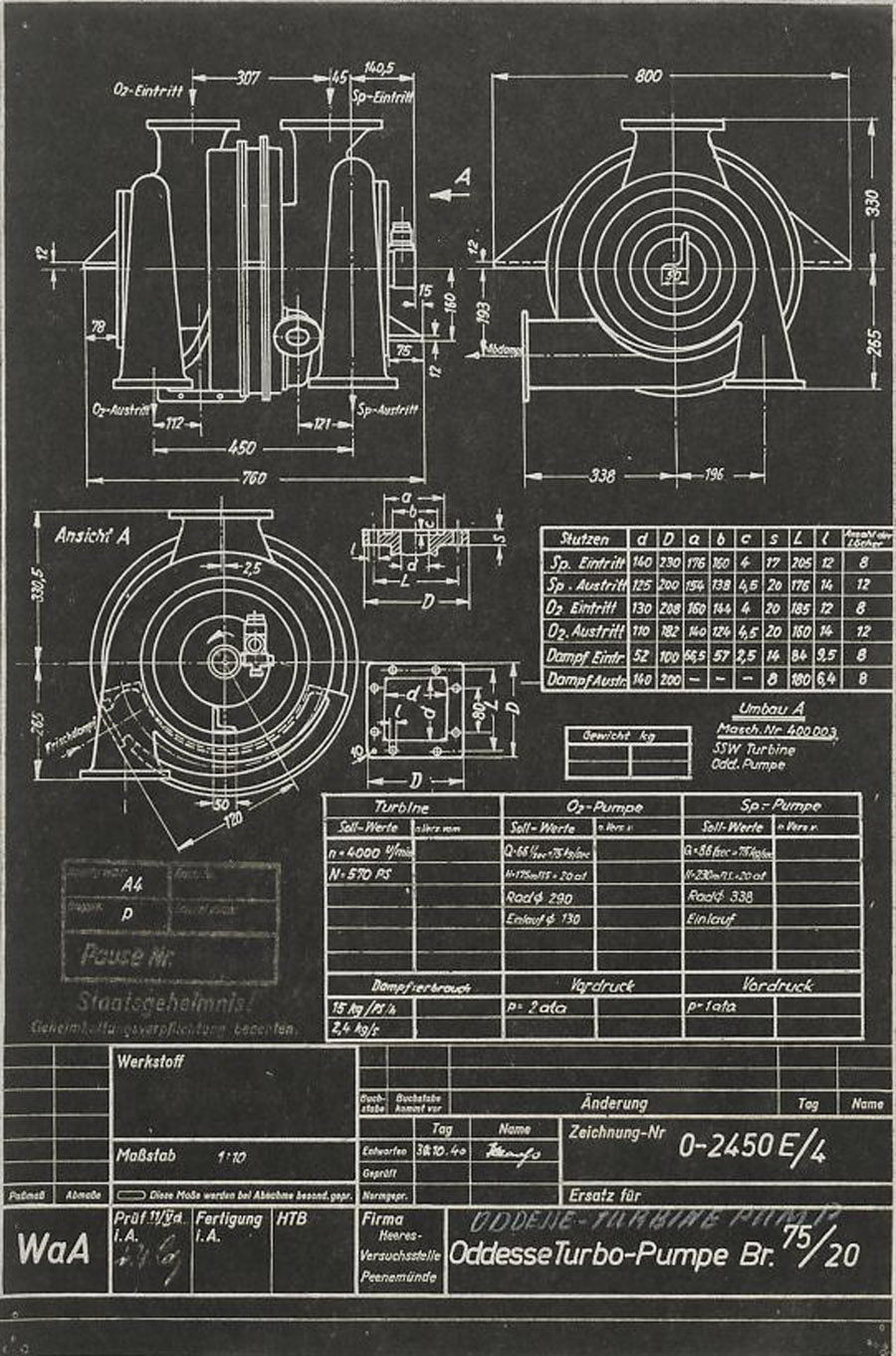
Oddesse Turbo-Pumpe 1940 Br 75 / 20
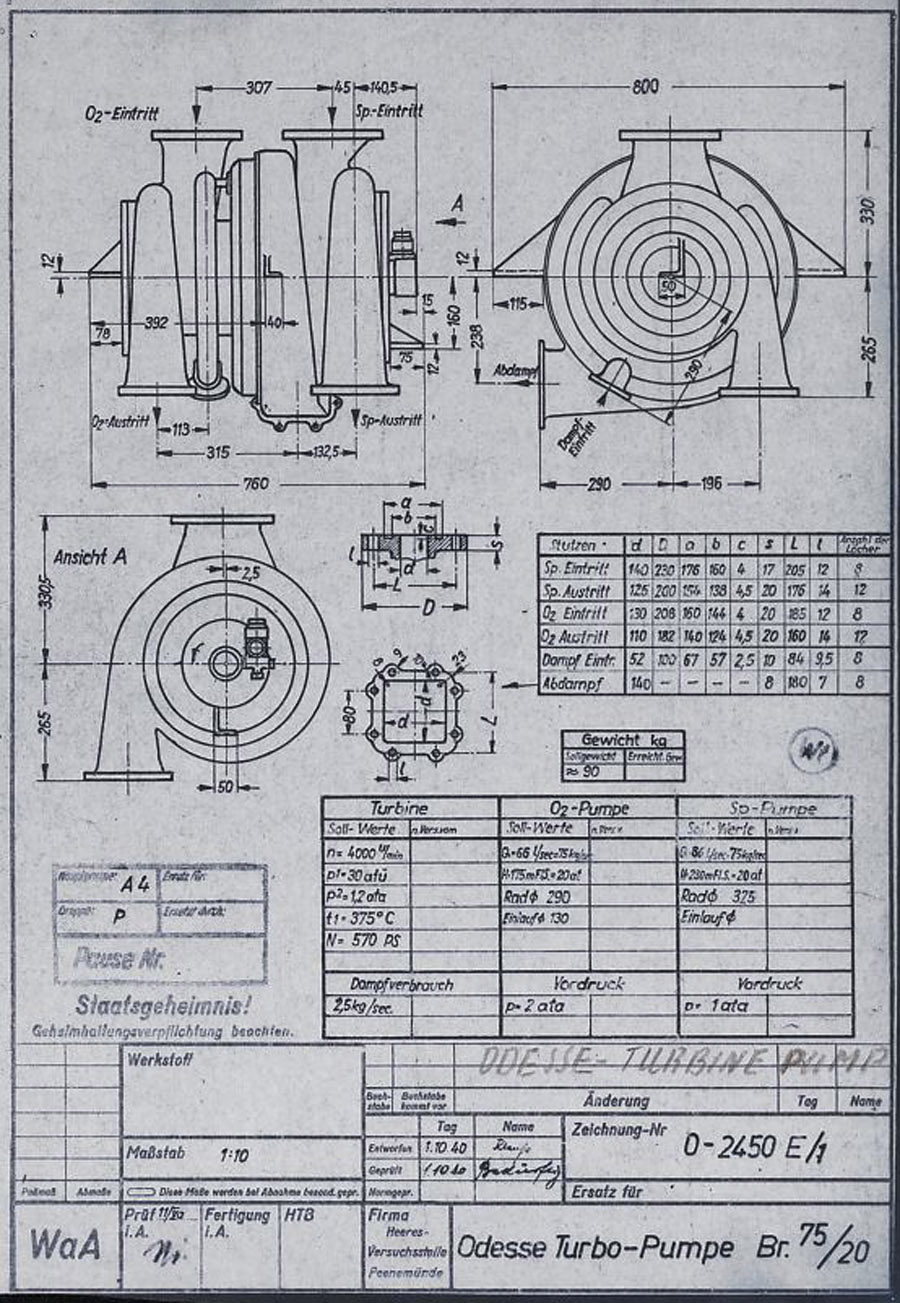
This HVP technical drawing from October 1940, shows a proposal from the Oddesse company – the full title of this company is KLEIN SCHANZLIN ODDESSE GmbH. Klein, Schanzlin & Becker A.G. (waffenamt code: ebb) took over Oddessa in 1929 and the company became formally known as KLEIN SCHANZLIN-ODDESSE GmbH (code ebc) in 1939. (NB: The company name has nothing to do with a similar sounding place name Odessa. The Oddesse trading name was formed from the partnership of English engineer Oddie, and German businessman Hesse.). The dual centrifugal turbo-pump shown in the drawing is a variant of a high pressure fire-fighting pump manufactured by Oddesse. Note the off-center outflow ports – not also that the outlet flanges are still level at this stage. Note also the incorrect spelling of the company name in the details panel lower right. (Digipeer.de image)
Oddesse Turbo-Pump Br 75 / 20
Oddesse Turbo-Pump Br 75 / 20
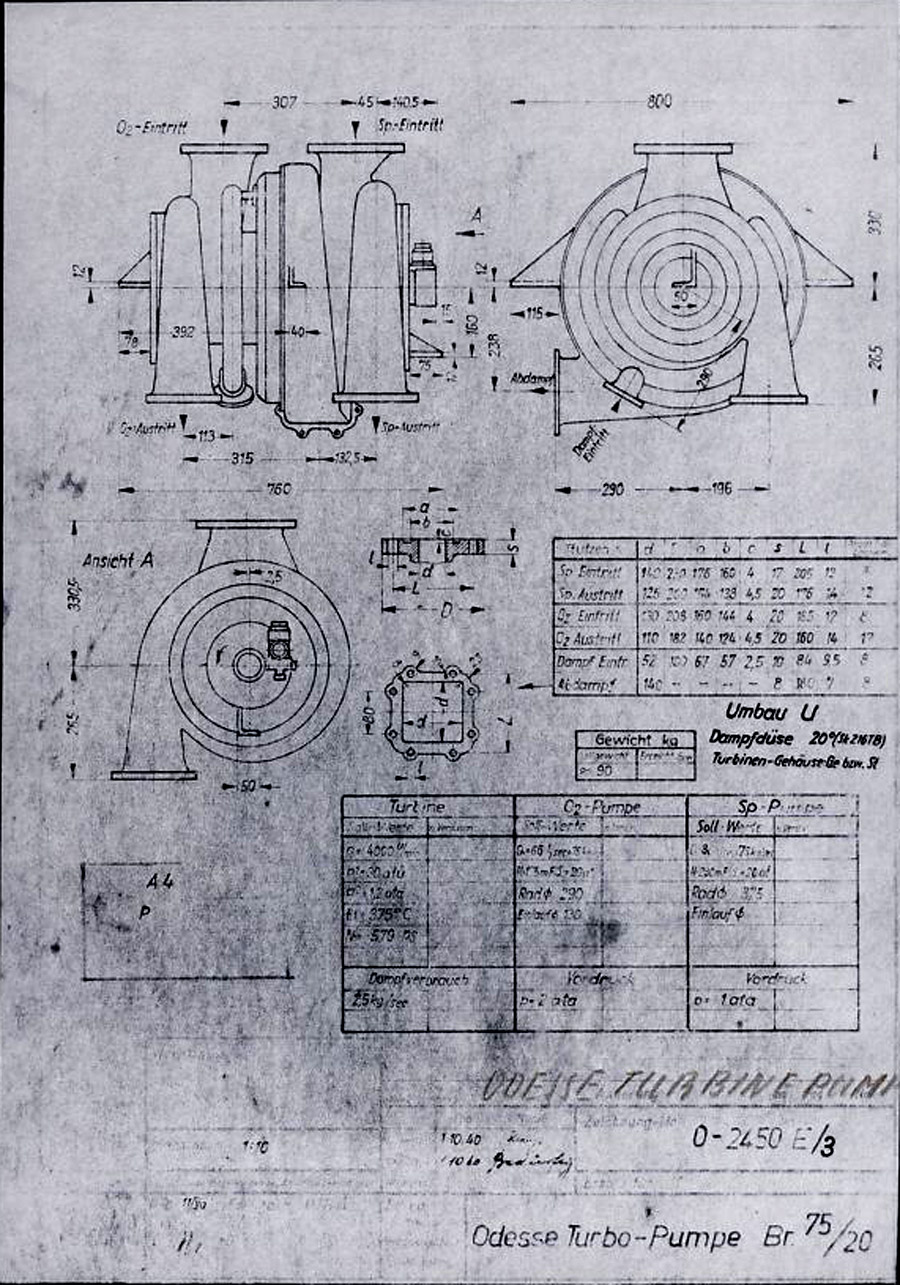
Another HVP technical drawing from later in October 1940, shows further data from the KLEIN SCHANZLIN ODDESSE (ebc) company A4-V2 turbo-pump project. See previous image for company details. The dual centrifugal turbo-pump shown in the drawing is a variant of a high pressure fire-fighting pump manufactured by Oddesse. Note the off-center outlet ports. Note also the corrected spelling of the company name in the details panel lower right (see previous Oddesse image) and the small note below the top table that indicates that the pumps are from Oddesse (ODD) and the turbine from a company indicated as SSW. (Digipeer.de image)
Klein Schanzlin Oddesse Turbo-Pump schema 1940
Klein Schanzlin Oddesse Turbo-Pump schema 1940
Signatur FA 014/21241 (Digipeer.de image)
Turbopump Lieferfirma KSB, Frankenthal (vorläufiges Maßblatt Serie 0)
Turbopump Lieferfirma KSB, Frankenthal (vorläufiges Maßblatt Serie 0)
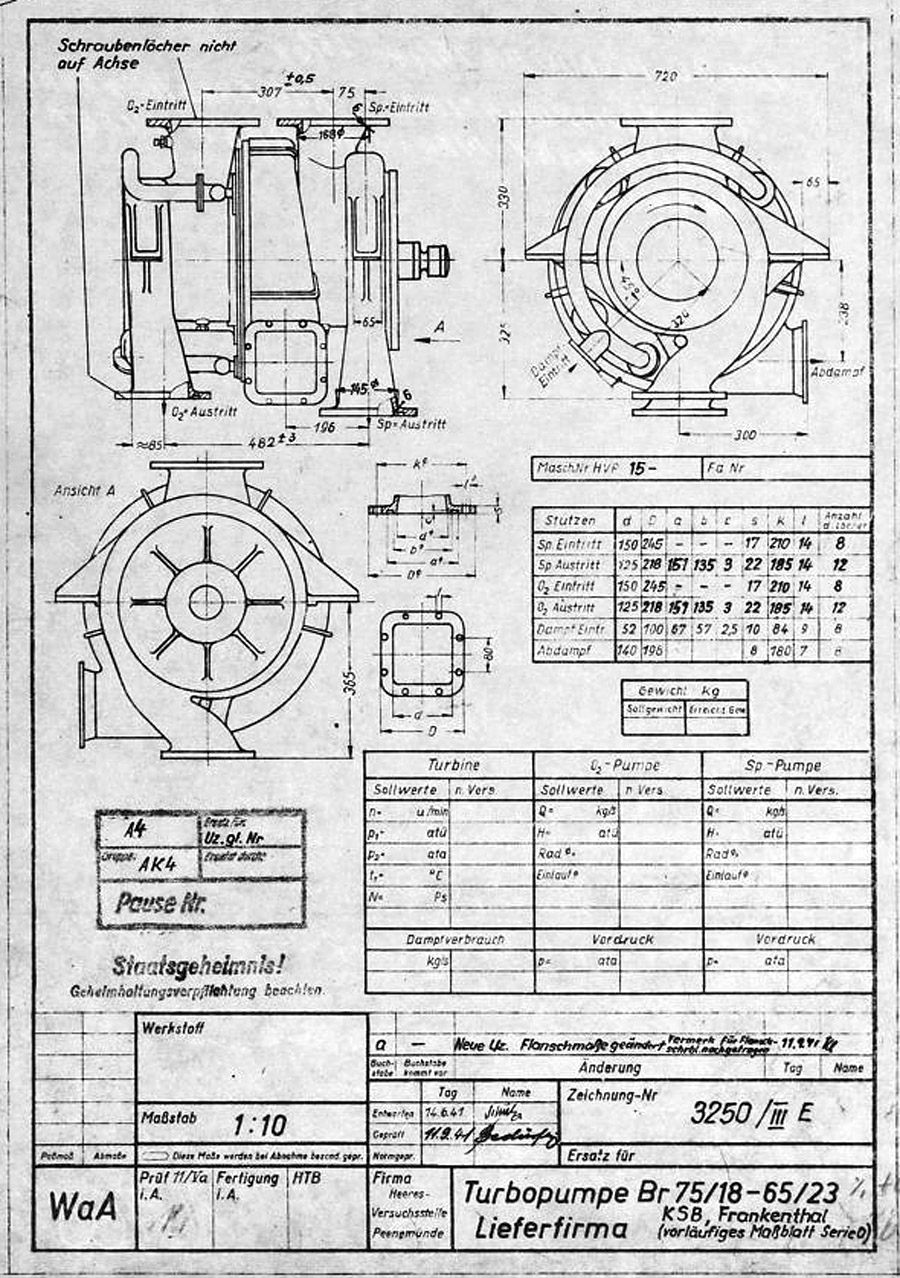
V2 rocket turbo-pump preliminary dimension sheet for O series, drawing. Many of the final elements of the turbo-pump design can be seen in this ‘preliminary’ drawing and table form 1941. The word lieferfirma in the data box btm right mean supply company – and this is indicated to be KSB or Klein Schanzlin & Becker AG, Frankenthal. Signatur FA 014/14769
(Digipeer.de image)
Laufrad A (Rohteil) zur A-Pumpe nach Zeichnungsnummer 5740 B Ausführung A und B [lt. Titelerfassung …
Laufrad A (Rohteil) zur A-Pumpe nach Zeichnungsnummer 5740 B Ausführung A und B [lt. Titelerfassung …
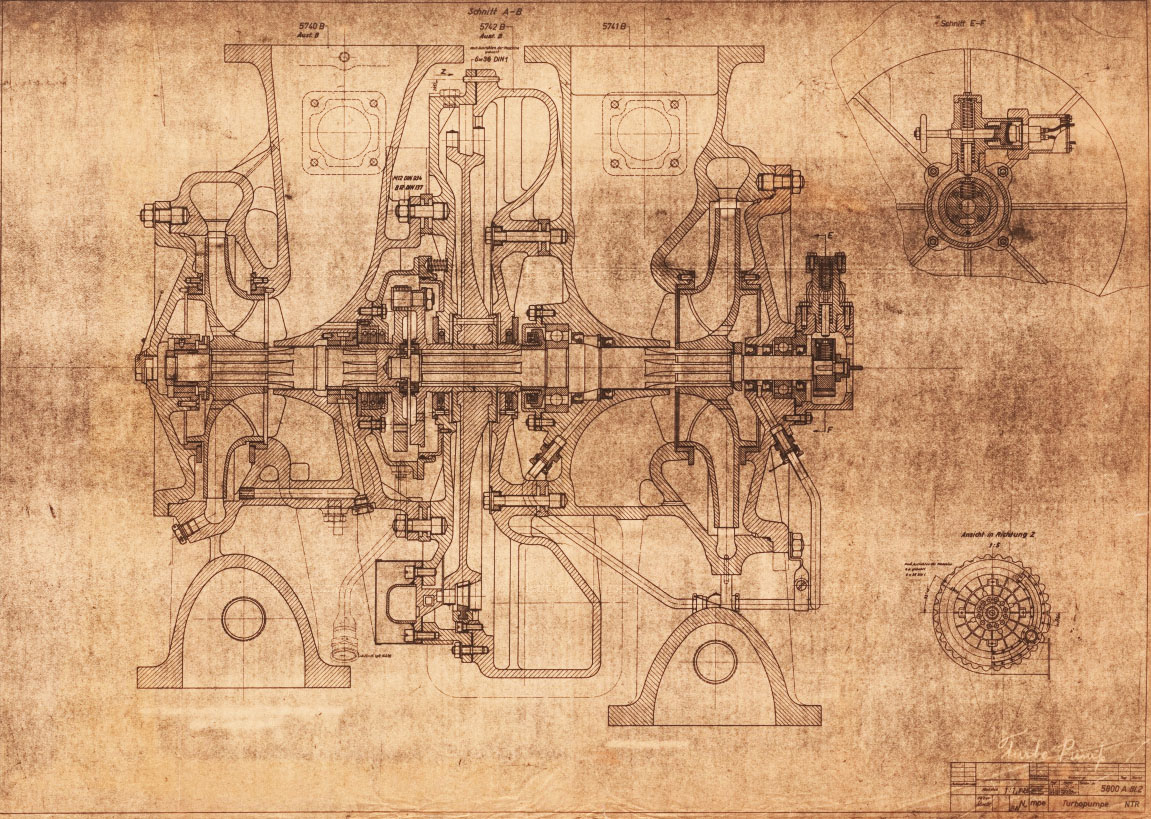
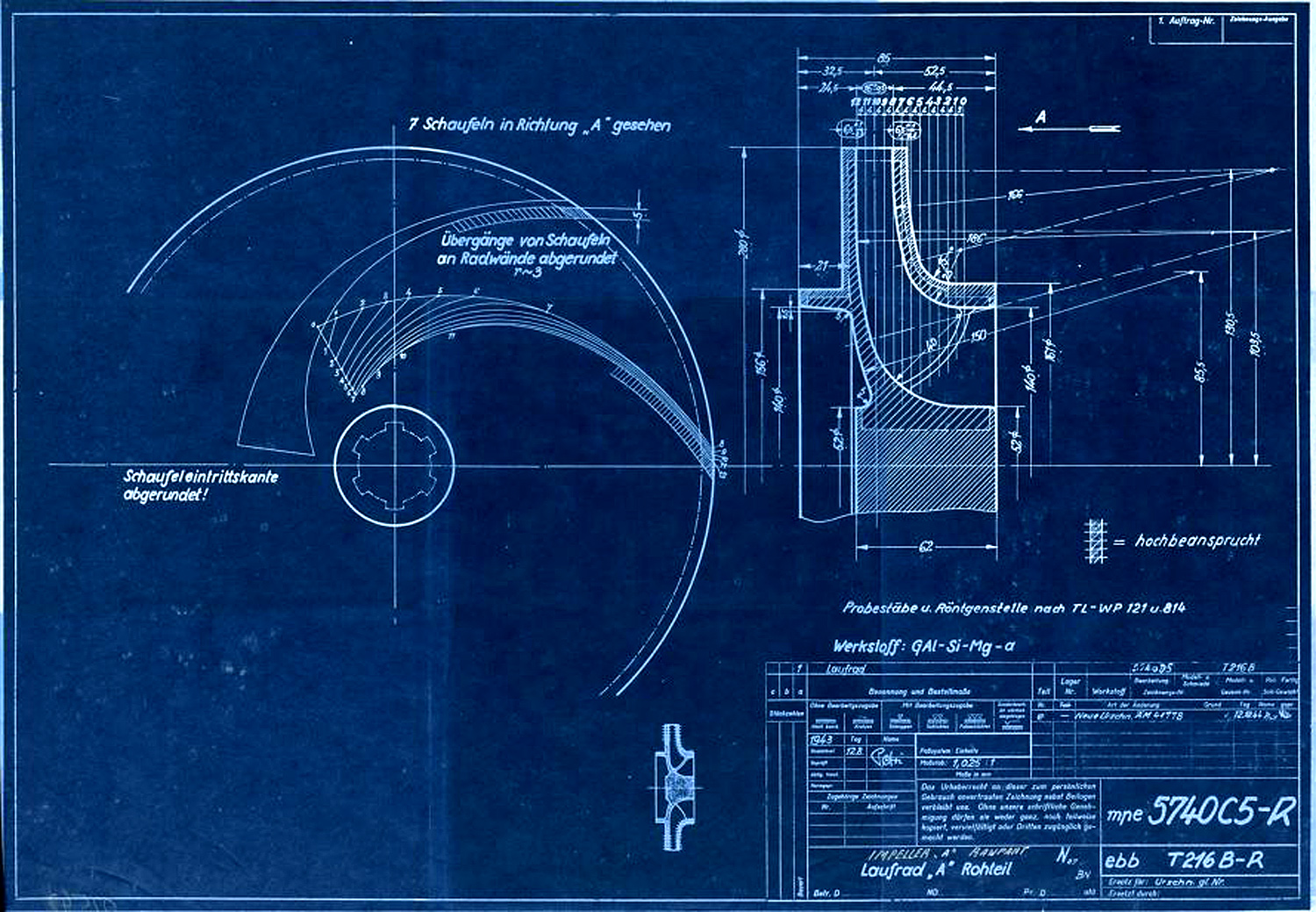
Centrifugal impeller for A or liquid oxygen (LOX) pump. The drawing originated in Aug 1943 and was superseded in December 1944. A key to the image hatching can be seen with the label ‘Hochbeansprucht’ which in English means Highly Stressed. Next to the drawing numbers two secret three letter armament codes can be seen indicating the ‘origination’ of the document. The top one mpe = Heimat Artillerie Park 11 (HAP or Army Artillery Range). The lower code ebb = Klein Schanzlin & Becker AG, Frankenthal.
Signatur FA 014/02542 (Digipeer.de image)
Gehäusedeckel A zur A-Pumpe nach Zeichnungsnummer 5740 B Ausführung A und B
Gehäusedeckel A zur A-Pumpe nach Zeichnungsnummer 5740 B Ausführung A und B
Signatur FA 014/02537
Abmessungen: 42,9×59,8
A-Pumpe zur Turbopumpe nach Zeichnungsnummer 5800 A Blatt 1 und 2 (Montagezeichnung)
A-Pumpe zur Turbopumpe nach Zeichnungsnummer 5800 A Blatt 1 und 2 (Montagezeichnung)
Signatur FA 014/02534
Abmessungen: 60,5×82,9
Valves
Images of the main valves involved in the propellant flow of the A4 / V2 liquid fuelled rocket engine




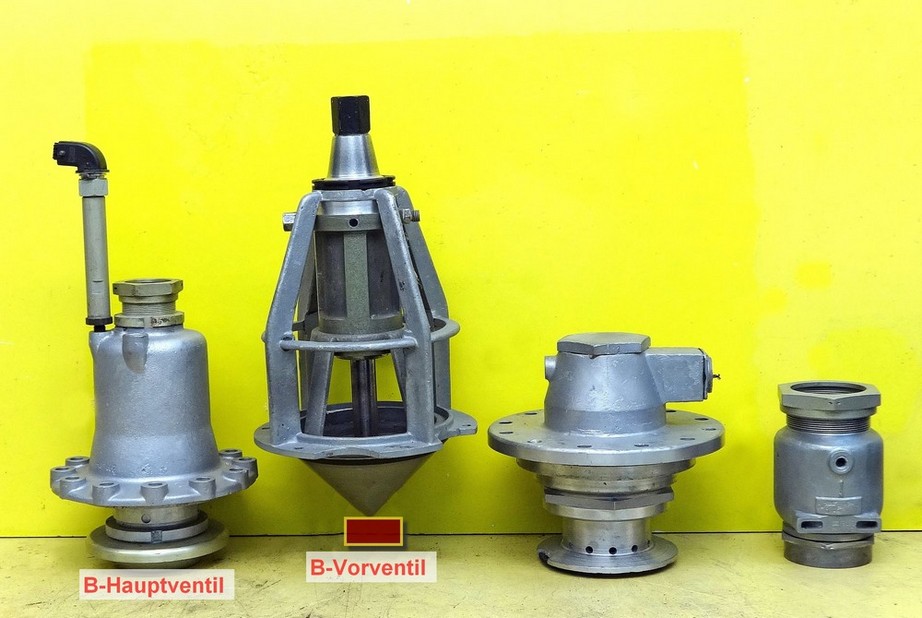

Valves
Images of the main valves involved in the propellant flow of the A4 / V2 liquid fuelled rocket engine







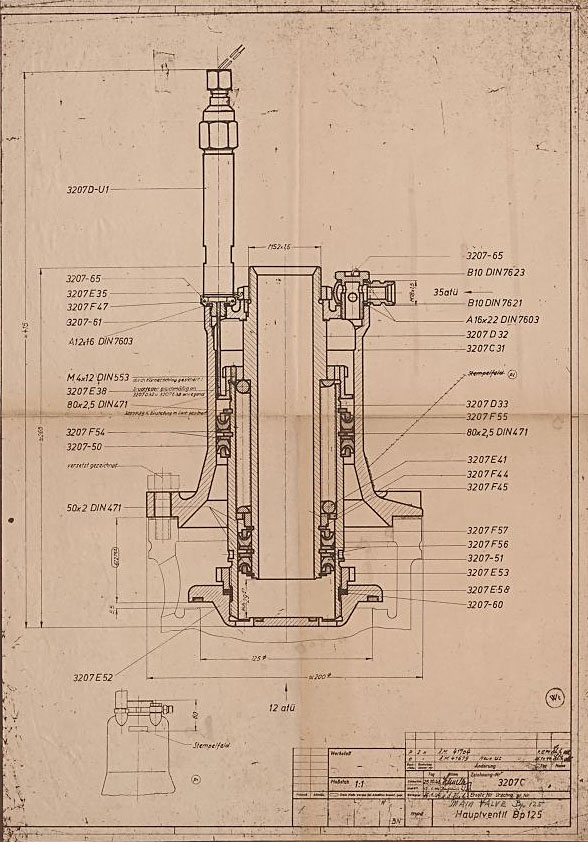
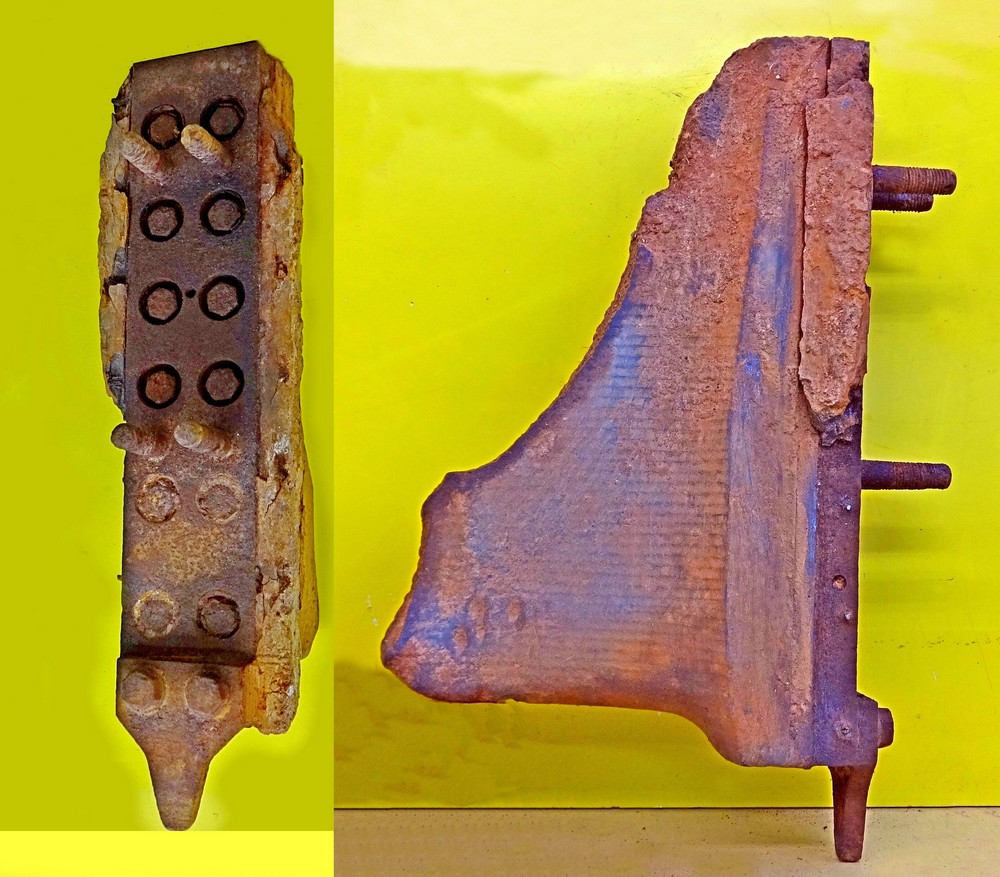
Description
Relic of main alcohol valve with manufacturer code aeq (aeq = Bartoc & Co., Maschinenfabrik u. Giesserei Hedwikow,bei Caslau (Caslav) Czech Republic). An air (nitrogen) inlet pressure of 440 to 530 psi (30 to 36 Bar) was required to close this valve against its internal spring and the force of the turbo-pump. The large nut at the top is the connection for the fuel return (or ‘revolving’line) pipe, and the air and electrical input ports can be seen to the right (air), and left (elec.) just below this point. V2RH image
Location
Anatomy of the V2: 18-pot injector head
Askania rudder servo ‘Rudermaschine LRM 3’
Askania rudder servo ‘Rudermaschine LRM 3’
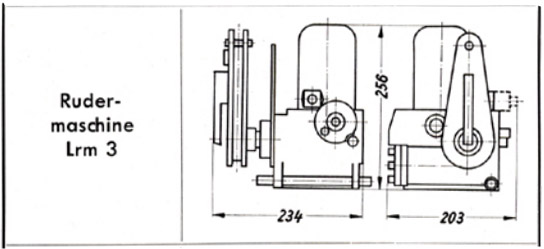
A schematic drawing of the Askania rudder servo ‘Rudermaschine LRM 3’showing the critical compact dimentions of the device making it ideal for retro fit projects for smaller aircraft.
A4-V2 thrust ring with control servos (Abtriebsring) ©THBC
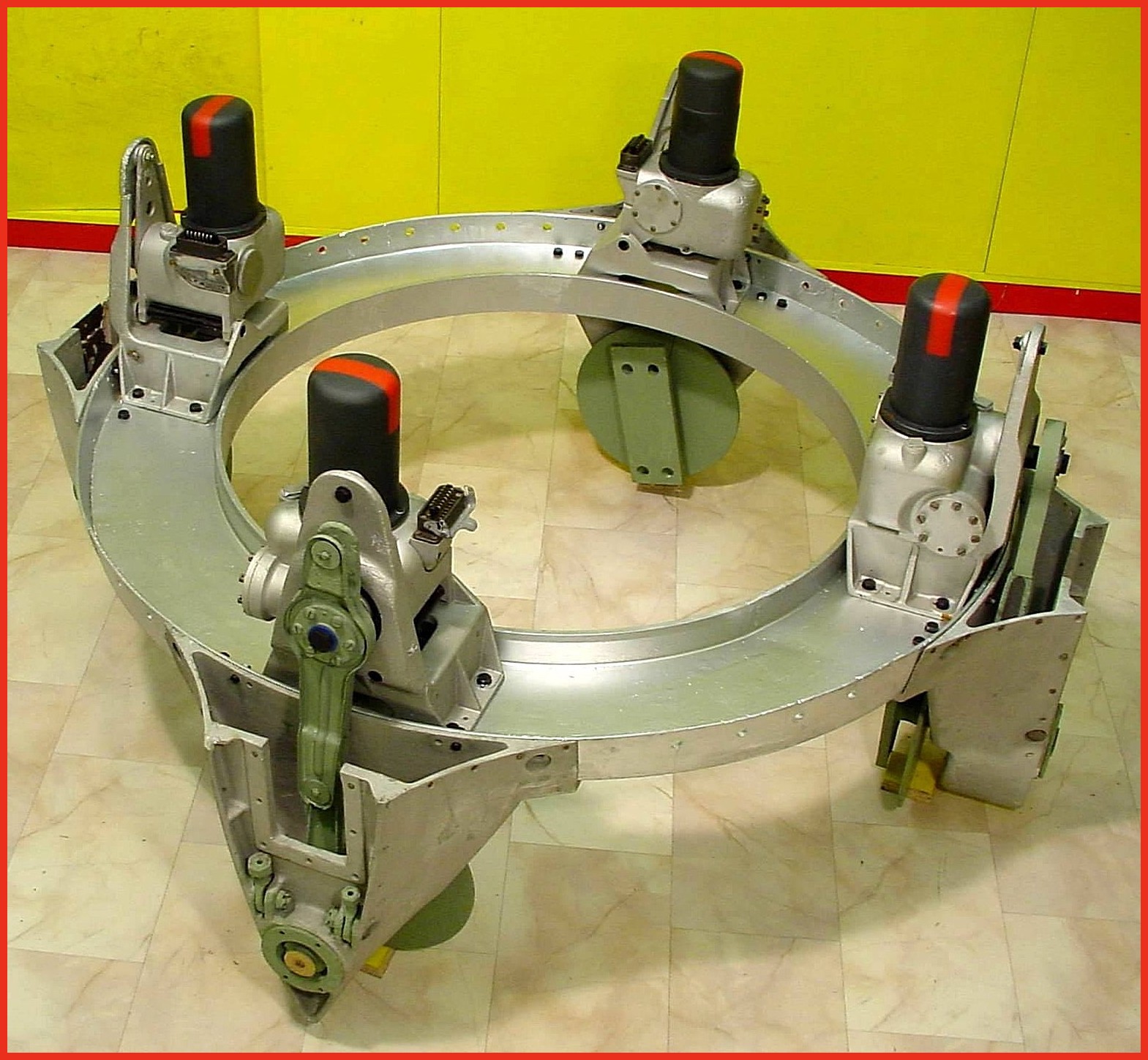
A4-V2 thrust ring with control servos (Abtriebsring) ©THBC
Photo shows cast aluminium thrust ring with electro-hydraulic servos in position. Note different crank lever shapes (pale green arm on servo) for fins 1/3 and 2/4 This excellent restoration is the work of Horst Beck. Photo copyright: The Horst Beck Collection
A4-V2 control surface servo and trim motors. ©THBC
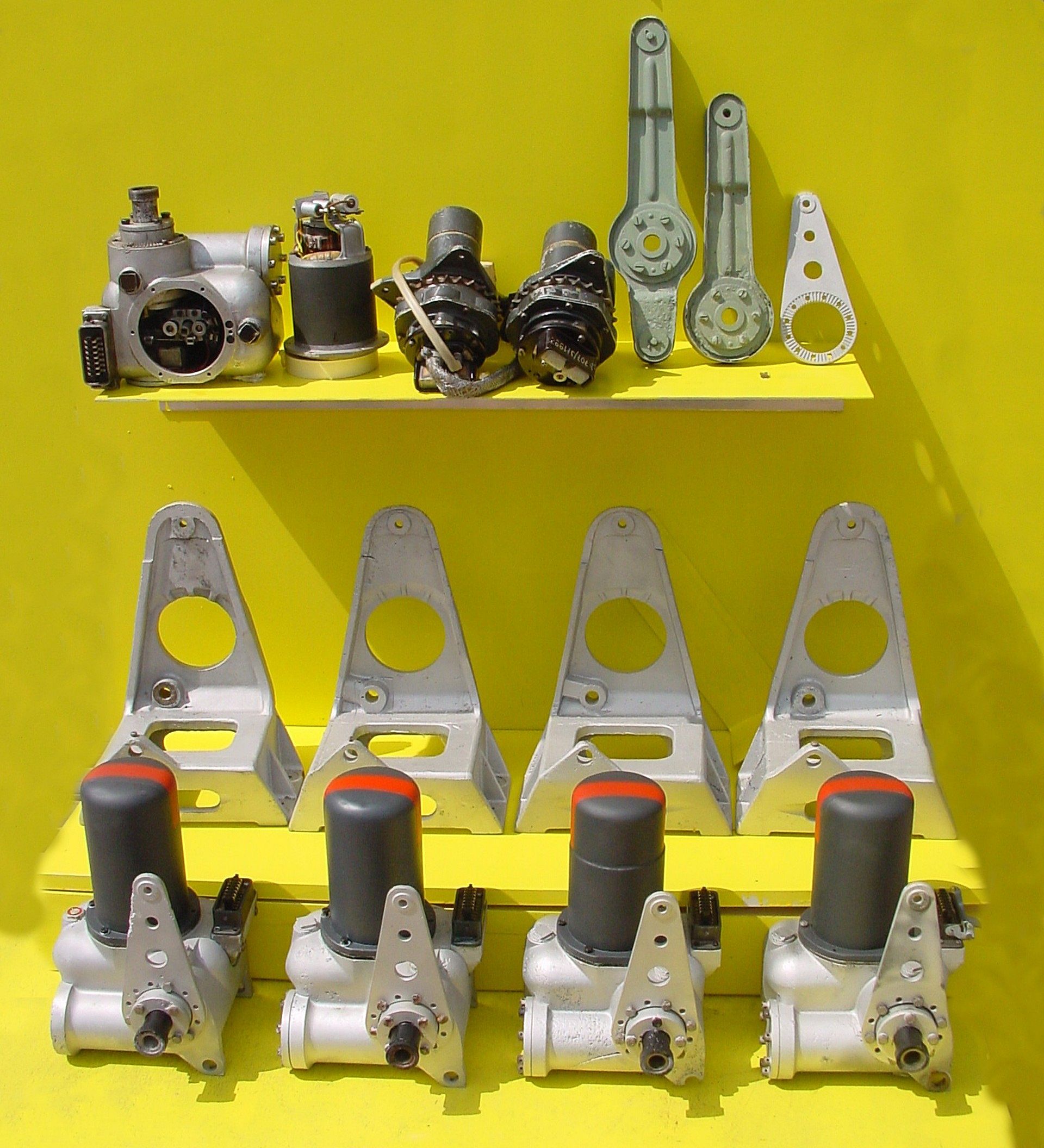
A4-V2 control surface servo and trim motors. ©THBC
Photo shows a unique display at the Horst Beck Collection (HBC). Over many years Mr Horst Beck has painstakingly acquired and restored many A4-V2 missile parts – and in some cases, reassembled them into complete sub-assemblies. Shown here is part of the collection’s hydraulic servos and trim motor parts display. In the foreground we see four hydraulic servos, and behind them their A frame mounting ‘chairs’. The top shelf, from left to right, shows a servo with motor removed (and placed on its right). In the middle, two trim motors and chain sprocket gear-boxes for the aerodynamic trim surfaces on the trailing edge tips of fins 2 and 4. Next the pale green crank levers, the first longer one is for the hydraulic servo that controls the jet vanes and trimmers on fins 1 and 3. The shorter version minus the top horn, is used on the servos for fins 2 and 4. The last, silver coloured item,os a servo stabiliser (all the servos shown have one already fitted). Photo copyright: The Horst Beck Collection

Impact wreckage of electro-hydraulic jet vane servo
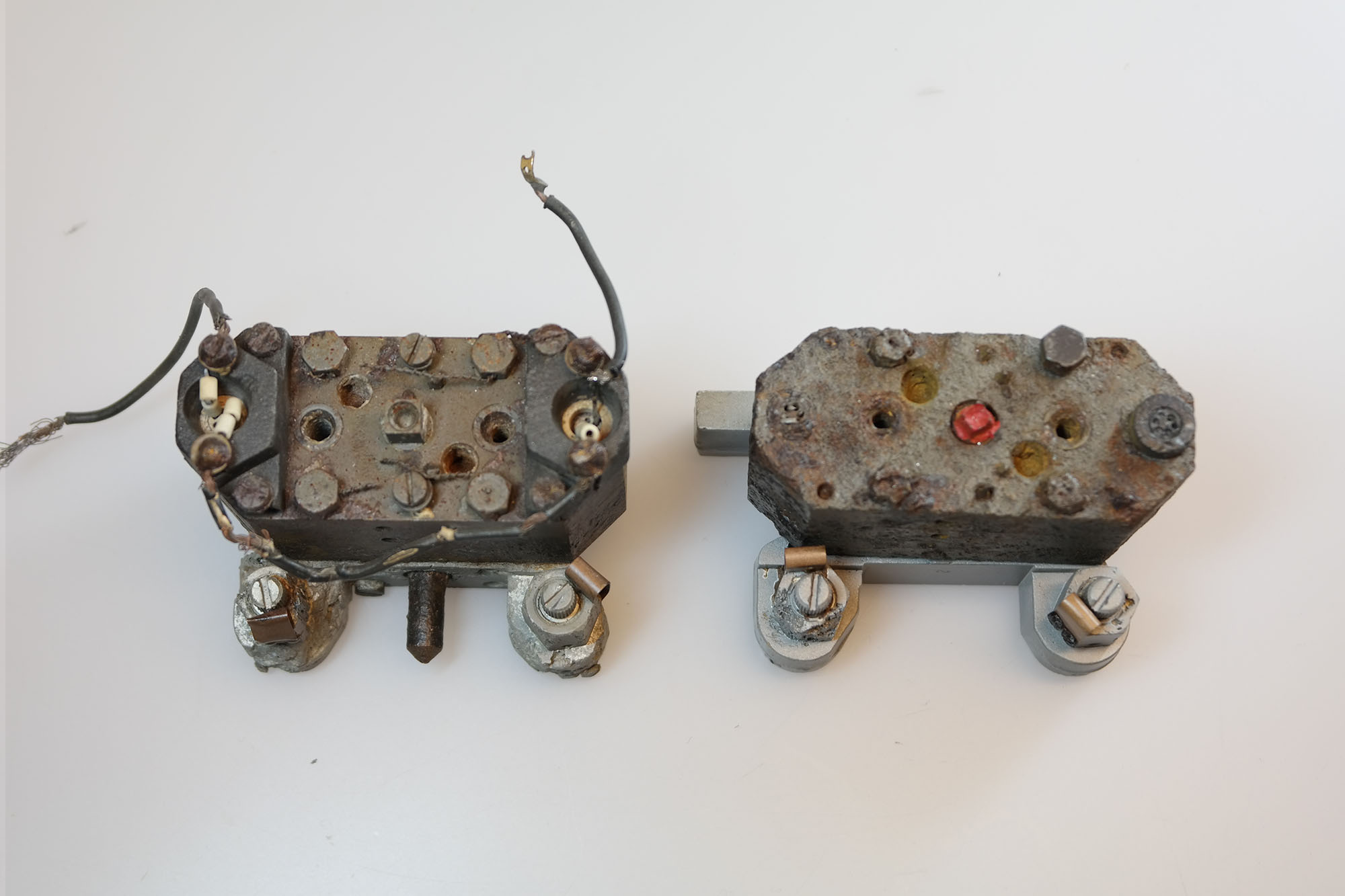
Impact wreckage of electro-hydraulic jet vane servo
Wreckage of hydraulic servo from fin 2 or 4 of V2 missile that fell on a farm in Essex in March 1945. The motor has been removed and we can see details of the oil gear pump and valve control gear. The 3 position electromagnetic relay switch is visible at the 7 to 8 o’clock position within the open aperture. The push rod that connects the relay to the gear pump valves is also visible as a short brown coloured rod with a fine wire connector at each end, running in towards the gear-valves from the 9 o’clock position. The point that provides electrical current for the motor (which runs all the time and in one direction only) can be seen at the three o’clock position. The black housing has two sets of brass tongues that receive the matching brass spades mounted on the base of the motor for power input. The motor drive shaft has a female square socket coupling to connect the motor to the middle drive gear of the gear pump. A small portion of the square drive shaft of the central gear can just be seen in the photo – in the centre of the valve control block.

Hydraulic servo impact debris
Hydraulic servo impact debris
Hydraulic servo from fin 1 or 3 of the V2 missile, collected with other debris following a combat impact.

Hydraulic servo relics from Nordhausen
Hydraulic servo relics from Nordhausen
This collection of parts were all found in vicinity of the Nordhausen manufacturing facility. parts include servo crankcase caps -top left, electro-magnetic switch installation plate – middle top, crank bearing covers – top right, gear pump blocks with base – centre, and crank-shaft, piston rod, and hydraulic piston – btm left. The deep recess on the piston circumference is for a rubber seal and is an interesting variation in ring seal design (at least 4 variations of piston design were employed, with three designs flown on combat missiles). A valve tilt seat is visible a little to the right of the piston. A broken servo mount stabiliser is shown – middle right. The cast piston rod, top right, has not been drilled and milled – the part is ‘raw’ as supplied by the manufacturer before machining has been completed. Normally the manufacturer’s details are machined off the metalwork – but not in this rare case. The three letter code gfa is clearly visible on the part and stands for the firm of Otto Fuchs Metallwerke.
Fin and jet vane servo: Hydraulic gear pumps
Fin and jet vane servo: Hydraulic gear pumps
Two Askania (designed) hydraulic gear pumps – the examples shown here have two ceramic insulators with with Nichrome wire type heating elements. The heaters are located at each end of the pump on the long axis. The pump on the right still has its power supply wires attached and was easily repaired and restored to full function in our workshop.This type of pump (with heaters) seem to be rare among the debris of European combat impact sites but fairly common in debris collections emanating from research flights in Peenemünde and parts of Poland. An explanation maybe that the oil could be warmed up sufficiently simply by starting all four hydraulic gear pumps sooner in the pre-launch sequence. The only downside being that the already noisey missile would be making yet more noise in the risky period leading up to launch.

Hydraulic gear pump detail
Hydraulic gear pump detail
Close-up of Askania gear pump relic with oil heaters. This picture shows an unusual feature on the otherwise normal cast aluminium base of this gear pump. The knurled knob positioned between the oil flow balance adjusters has a purpose that is unknown to us. The two oil-flow balance adjuster valves visible in the picture have slot head adjuster screws and you can also see the knurled circumference on each screw. This parallel knurling is engaged by a crease formed in the facing surface of the copper spring strips. The function of these strips is to create tactile feedback that the technician making the adjustment can feel in the handle of the screwdriver. This was done because the gear pump needed to be adjusted in a dark and narrowly confined space.

Gear pump showing flow adjusters and ceramic heater elements
Gear pump showing flow adjusters and ceramic heater elements
Gear pump showing flow adjusters (two slot head screws nearest bottom of picture) and ceramic heater elements situated at each end of the block. The square drive shaft coupler (corroded but still identifiable) has been highlighted in red paint. The open holes either side are the main control valve guides. The copper spring strips visible on each oil flow adjuster provide locking and tactile feed-back for the adjusting process. This relic was recovered from Usedom island.

Gear pump detail showing ceramic insulator with nichrome element
Gear pump detail showing ceramic insulator with nichrome element
Hydraulic gear pump with close up detail showing ceramic heater element insulators with flat, possibly nichome, metal strip element threaded through them. This oil heating system was designed to maintain a specific viscosity of the oil regardless of environmental temperature, to better maintain oil flow rates and thus pump efficiency. The heating system is found only rarely on surviving relics.
A4-V2 graphite jet vane
A4-V2 graphite jet vane
Photo shows a flown graphite jet vane complete with mounting plate and fasteners as well as pre-flight centre index tip. V2 relic from the Horst Beck Collection (HBC). Photo copyright: The Horst Beck Collection
Graphite jet vane replica
Graphite jet vane replica
V2 missile graphite jet vane defector replica made for V2 Rocket History.

Graphite vane rocket jet deflector replica
Graphite vane rocket jet deflector replica
V2 missile graphite jet vane defector replica made for V2 Rocket History. This accurate replica shows the distinctive pantograph mill tool ‘witness’ marks well.

Restored graphite vane thrust ring support housings. ©THBC
Restored graphite vane thrust ring support housings. ©THBC
Photo shows four restored graphite jet vane support blocks and bearing housings. The round plates we can see here act as heat sinks and allow heat to radiate away from the support block and bearing to help prevent expansion due to relatively rapid and uneven temperature distribution accumulation. The graphite vanes were quite brittle and cracking caused by rapid and uneven expansion could cause the vane to disintegrate. The area around the graphite vanes was exposed to the accumulation of heat not merely as a result of duration of the motor burn time but temperature was also increased at higher rates as the jet plume expanded with the decreasing atmospheric pressure as the missile gained altitude. This excellent restoration is the work of Horst Beck. Photo copyright: The Horst Beck Collection

A4-V2 air rudder detail. ©THBC
A4-V2 air rudder detail. ©THBC
Photo shows restored air-rudder and fin detail. The grey painted barrel-strainers are both adjusted independently to reduce slack in the drive chain and avoid introducing a deflection bias in the air rudder. The 1.9kg counterbalance weight normally located at the top of the trim fin (or air rudder) is missing in this presentation. This excellent restoration is the work of Horst Beck. Photo copyright: The Horst Beck Collection

Detail of fin 2 or 4 showing trim motor and drive chain
Detail of fin 2 or 4 showing trim motor and drive chain
Photo shows partially restored air-rudder and fin detail. The image on the left shows the relationship of the trim motor to the air rudder drive shaft on fins 2 and 4. A chain similar in gauge to the type used on a push-bike and yet, at the other end of the shaft, the chain transmitting the torque of the trim motor to the air-rudder drive sprocket has a heavy gauge chain similar to that found on a 1000CC motor-cycle! This excellent restoration is the work of Horst Beck. Photo copyright: The Horst Beck Collection
Ernst Steinhoff
Ernst Steinhoff
Ernst Steinhoff, chief of the BSM workshop (Guidance and Control) in the development works Peenemunde.
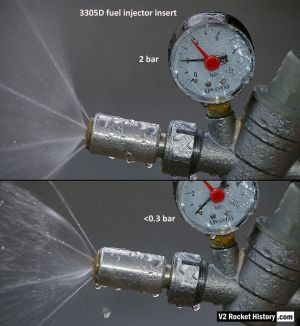
Testing fuel injectors
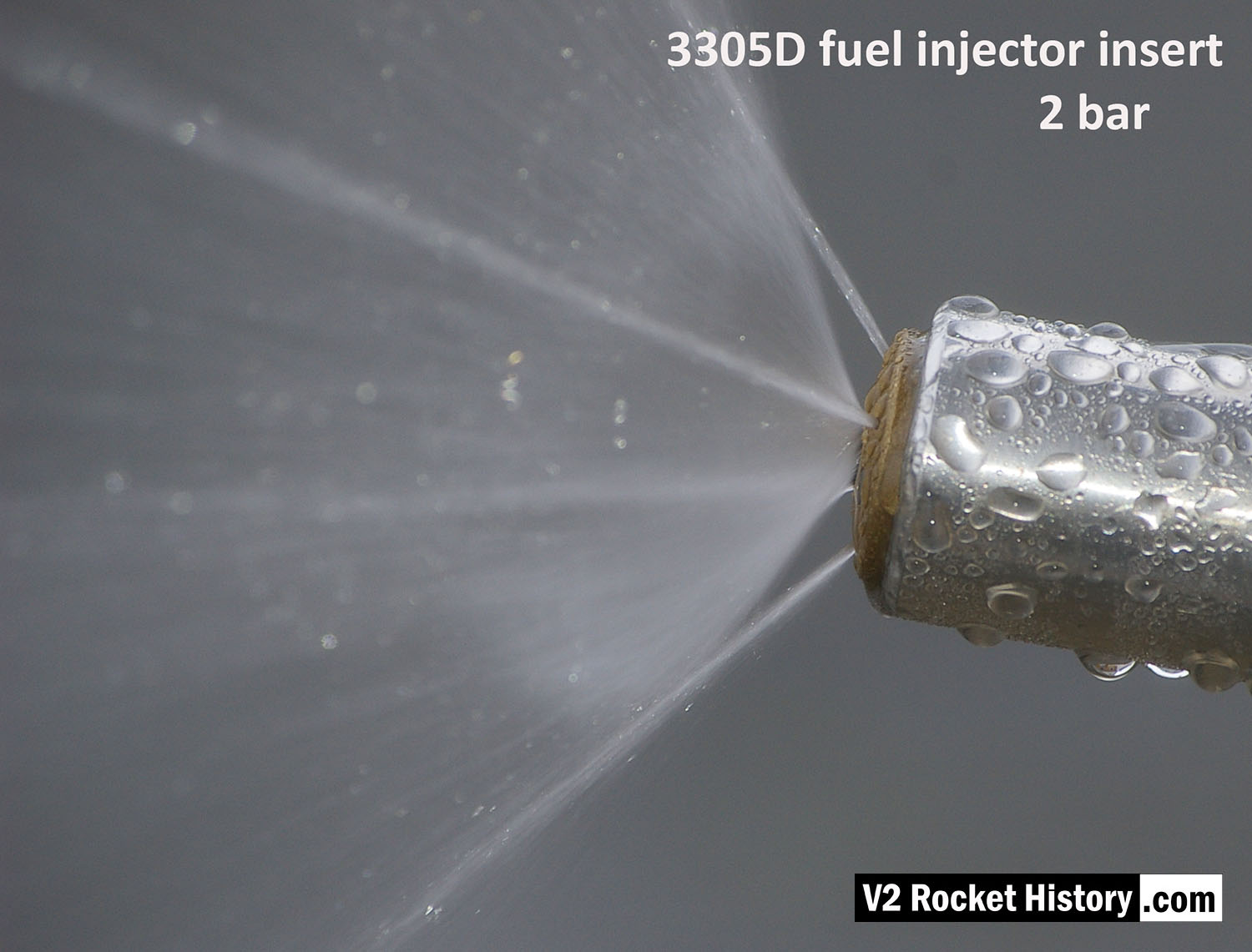







Testing fuel injectors












Description
Image shows a correctly formed nebular cone attended by a fine mist. the four injector cooling jets are well shown, and although fluid beading can be seen on the face of the injector, there is insufficient liquid to cause dripping.
Location
